UDC 67.02, 620.172.2, 004.9
RESEARCH OF STRENGTH CHARACTERISTICS OF MODEL MATERIAL OBTAINED BY FDM-PRINTING METHOD USING ABS-PLASTIC.
Kamonichkina Natalia Vladimirovna
Master of the 1st course
Department of Materials Processing Technologies
Moscow State Technical University N.E.Bauman
Scientific adviser: I. V. Kocheshkov
Candidate of Technical Sciences, Associate Professor of the Department of Materials Processing Technologies "
The relevance of the work and the objectives of the research.
Additive technologies are currently one of the most dynamically developing areas of "digital" manufacturing. This type of technology has great prospects in the production of mechanical engineering products and repair work. Additive technologies are based on the use of 3D printers [1]. Of the seven basic principles of the 3D printing process noted in [1], extrusion of a material that is selectively fed through a nozzle or jet is the most widely used today. This type of 3D printing in technical literature is called FDM-printing (FusedDepositionModeling).
The widespread use of FDM-printing is explained by the relative cheapness of this type of 3D-printers and wide technological capabilities in the production of various types of products. However, it cannot be argued that the strength characteristics of the material of parts obtained using FDM printing correspond to the strength properties of the material of the filaments that are used in this case. The application of alternating layers by successive fusion of filaments leads to the formation of a multi-level physical structure of the material. The formed structure can differ in the anisotropy of properties relative to the direction of laying the threads, the difference in the thicknesses of the layers being laid, the presence of different types of defects, and the originality of the mechanisms of destruction of the material. The factors listed above are reflected in the strength characteristics of the materials obtained.
Plastics are the most common materials for FDM printing. An example of a plastic commonly used in 3D printing is ABS plastic. Therefore, the purpose of this work is to study the strength characteristics of the material obtained by FDM printing using ABS plastic.
Description of the technique and conditions for making samples.
The material obtained by FDM printing can have a different structure, but it will necessarily consist of a set of volumes with unidirectionally laid threads. This is determined by the technological features of the implementation of FDM printing. Therefore, in order to determine the strength properties of the material obtained by FDM-printing, it is necessary first of all to investigate the strength of the model material with unidirectionally laid threads. In order to assess the strength characteristics of the material and the anisotropy of the properties, tests must be carried out along and across the direction of laying the threads.
The shape and dimensions of the samples for tensile tests were taken in accordance with GOST 11262-80 “Plastics. Tensile test method ”. A sample of the second type was selected for research (Fig. 1). 3D printing was carried out using monofilament made of ABS + plastic manufactured by StreamPlast, supplied according to Technical Conditions - TU 2291-001-24687042-2016. In accordance with these specifications, the monofilament must have a tensile strength of at least 47 MPa and the printing must be carried out in the temperature range 220-2500C.

Fig. 1 Sketch of a tensile test specimen.
3D printing allows you to immediately produce samples for tensile strength tests, bypassing the stages of obtaining a primary blank and subsequent cutting of samples from it. The thread laying procedure (G-code) was prepared in the Simplify3D version 4.0 program in accordance with GOST 20999-83 “Numerical control devices for metalworking equipment. Coding of information of control programs "taking into account the location of the threads in the working part of the sample along or across the direction of stretching. FDM printing was carried out on a PicasoDesignerPro3 250D printer with an extruder nozzle diameter of 0,3 mm.
Before printing, to improve the adhesion of the material, the table was covered with a special binder of The3D brand. The table temperature was 1100C, and the temperature of the extruder nozzle is 2400C. Printing was carried out in three modes:
- Mode 1: at the speed of the nozzle of the extruder Vс= 30 mm / s and the thickness of the laid thread layer hcl= 100 μm;
- Mode 2: at the speed of the nozzle of the extruder Vс= 45 mm / s and the thickness of the laid thread layer hcl= 150 μm;
- Mode 3: at the speed of the nozzle of the extruder Vс= 60 mm / s and the thickness of the laid thread layer hcl= 200 μm;
The obtained samples were tested for tensile strength at a speed of spreading the clamps of the testing machine corresponding to 1 ± 0,5 mm / s (the minimum speed of spreading the clamps of the testing machine, provided for by GOST 11262-80).
Discussion of the obtained experimental data.
Experimental data on the results of testing the material obtained by FDM-printing using ABS plastic along and across the laying of threads are shown in Fig. 2. It can be seen from the presented data that the tensile strength of the material obtained by all three modes of 3D-printing in the direction of laying the threads is close in its values and is at the level of 31-33,5 MPa. If we use the manufacturer's data on the strength of monofilament used in FDM printing (47 MPa), then these values are about 31% lower. However, for a more correct comparison of the strength levels of these two materials, it is necessary to clarify how the test conditions for monofilaments coincide with the conditions of their loading in the model material.
The strength of the model material across the filaments is significantly lower and depends more strongly on the FDM printing modes (Fig. 2). The speed of the extruder nozzle in conjunction with the thickness of the applied layer affects the bond strength of the filaments. This is due to the spread of heat from the nozzle into the material. At a high print speed, at any given time, less heat is transferred to the plastic at a particular point than at a low speed. If you print a small layer at a low speed, too much heat may be given off. This will increase adhesion, but there will be a risk of plastic sagging defects. Conversely, if you are 3D printing with a thicker layer at high speed, the heat may not be enough to form good adhesion between the filaments.
This assumption is confirmed by the obtained experimental data (Fig. 2). In mode 1 (the minimum printing speed and the thickness of the laid layer), the strength of the model material across the laying of the threads is maximum and is 20,2 MPa (67% of the strength of the material along the laying of the threads), in mode 2 - 14 MPa (41% of the strength of the material along laying threads) and in mode 3 - 15,9 MPa (51% of the strength of the material along the laying of threads). That is, when switching from mode 1 to mode 2 of 3D printing, there is a decrease in the tensile strength of samples with transverse laying of the threads, as a result of a stronger effect of the increased thickness of the laid layer of threads than an increase in the printing speed. And when switching from mode 2 to mode 3, the predominant effect is an increase in the printing speed, which leads to a slight increase in the strength of the material (Fig. 2).

Rice. 2 Dependence of tensile strength σрmodel material with longitudinal and transverse laying of threads, obtained in different modes of 3D printing (Mode 1 - Vс= 30mm / sec, hcl= 100 μm; Mode 2 - Vс= 45 mm / sec, hcl= 150 μm; Mode 3 - Vс= 60 mm / sec, hcl= 200 μm.)
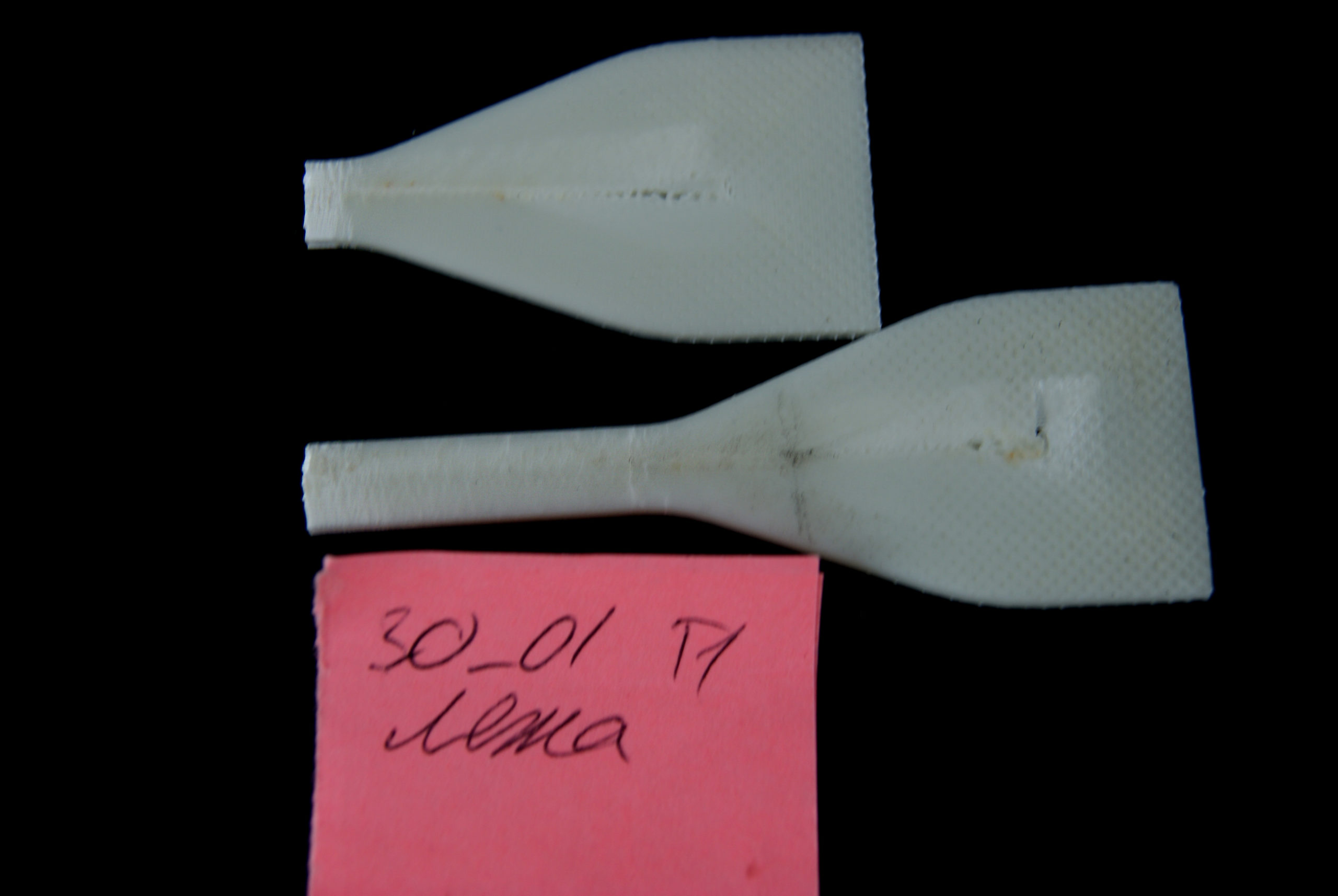
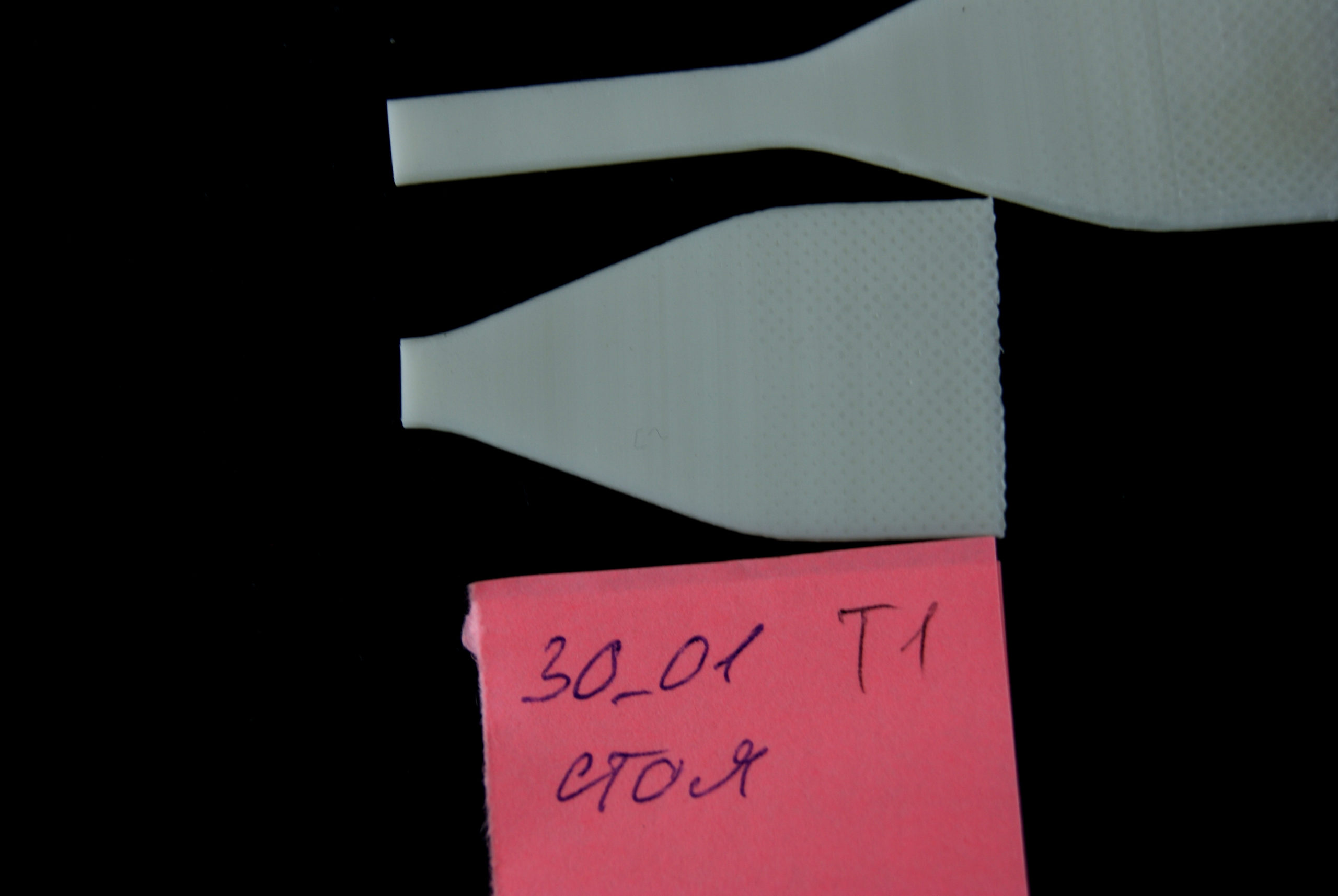
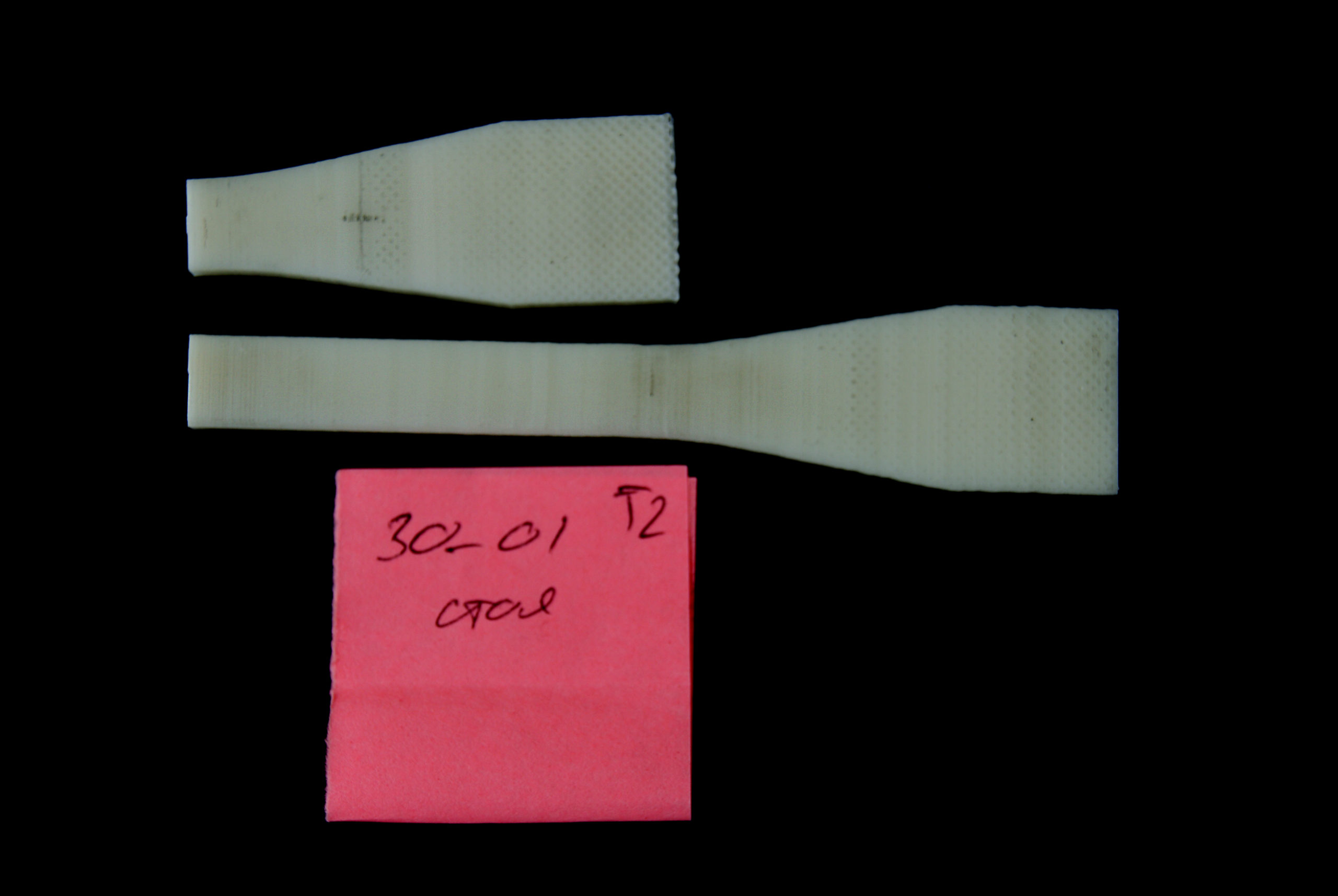
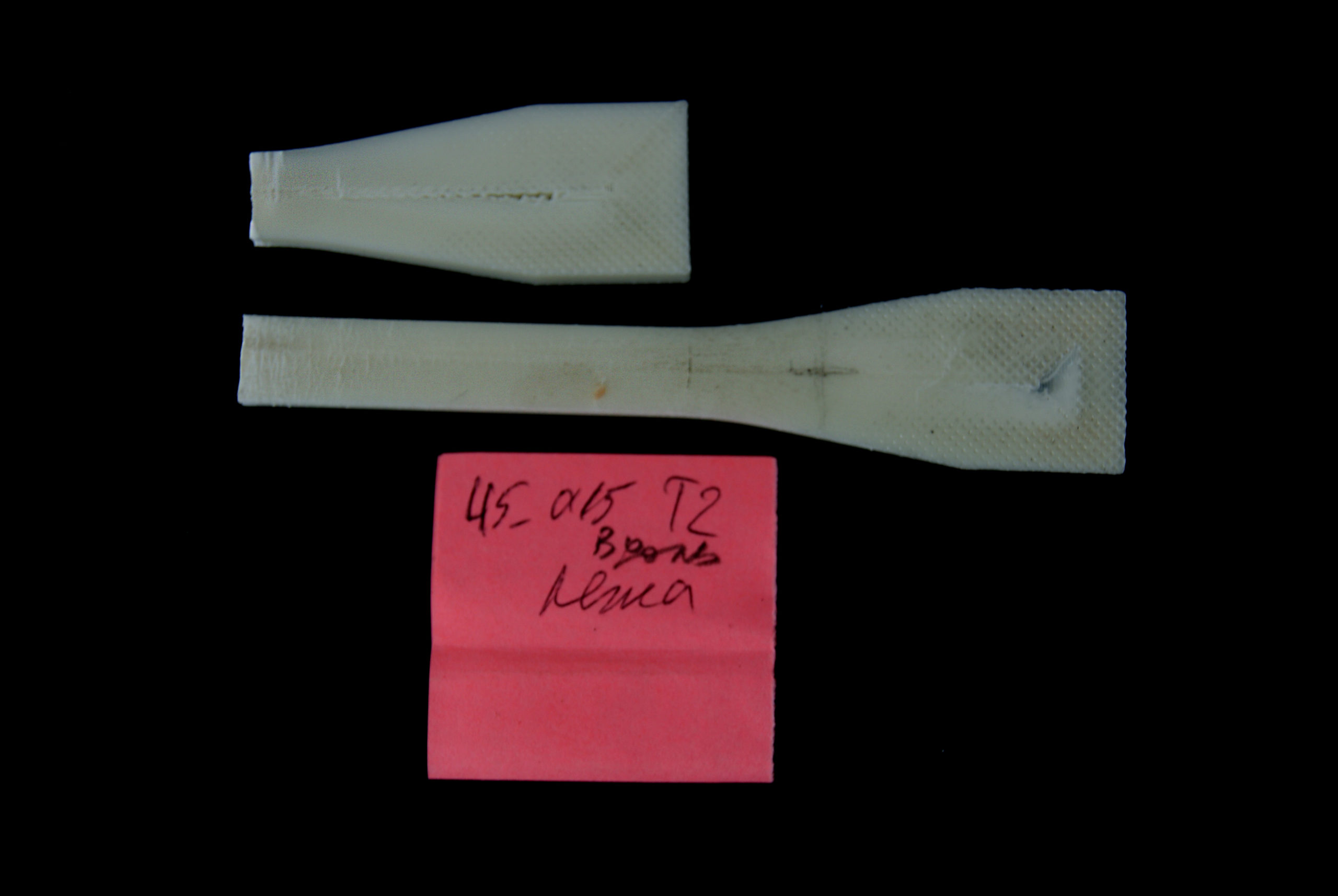
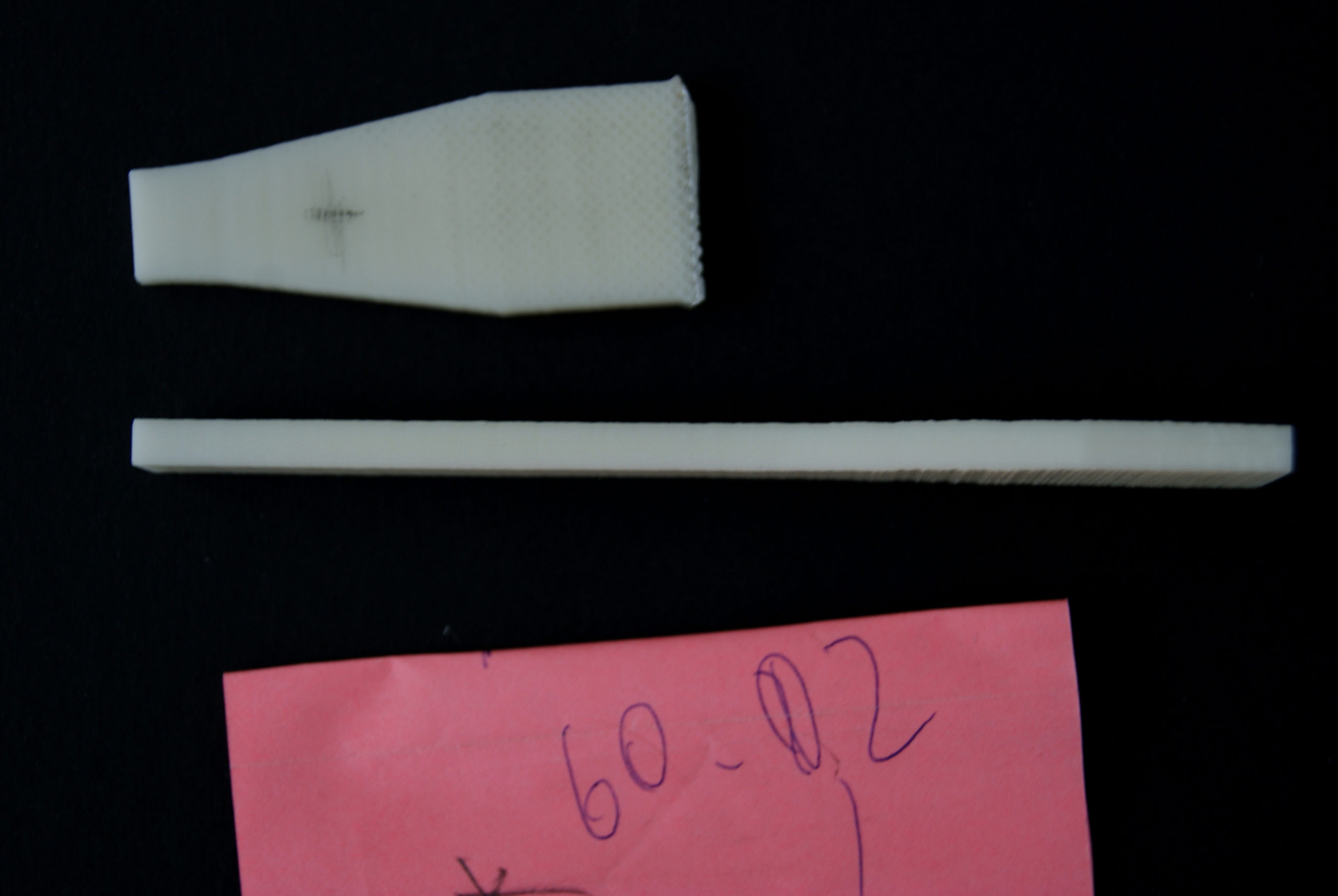
Samples of the model material with longitudinal and transverse filaments have different types of tensile diagrams and fracture surfaces. If the tensile diagram of specimens with transverse filament packing has a characteristic form for brittle fracture, then in the tensile diagram of specimens with longitudinal filament packing, after a slight decrease in the tensile force, after reaching a maximum, its gradual decrease is observed until the moment of specimen failure.

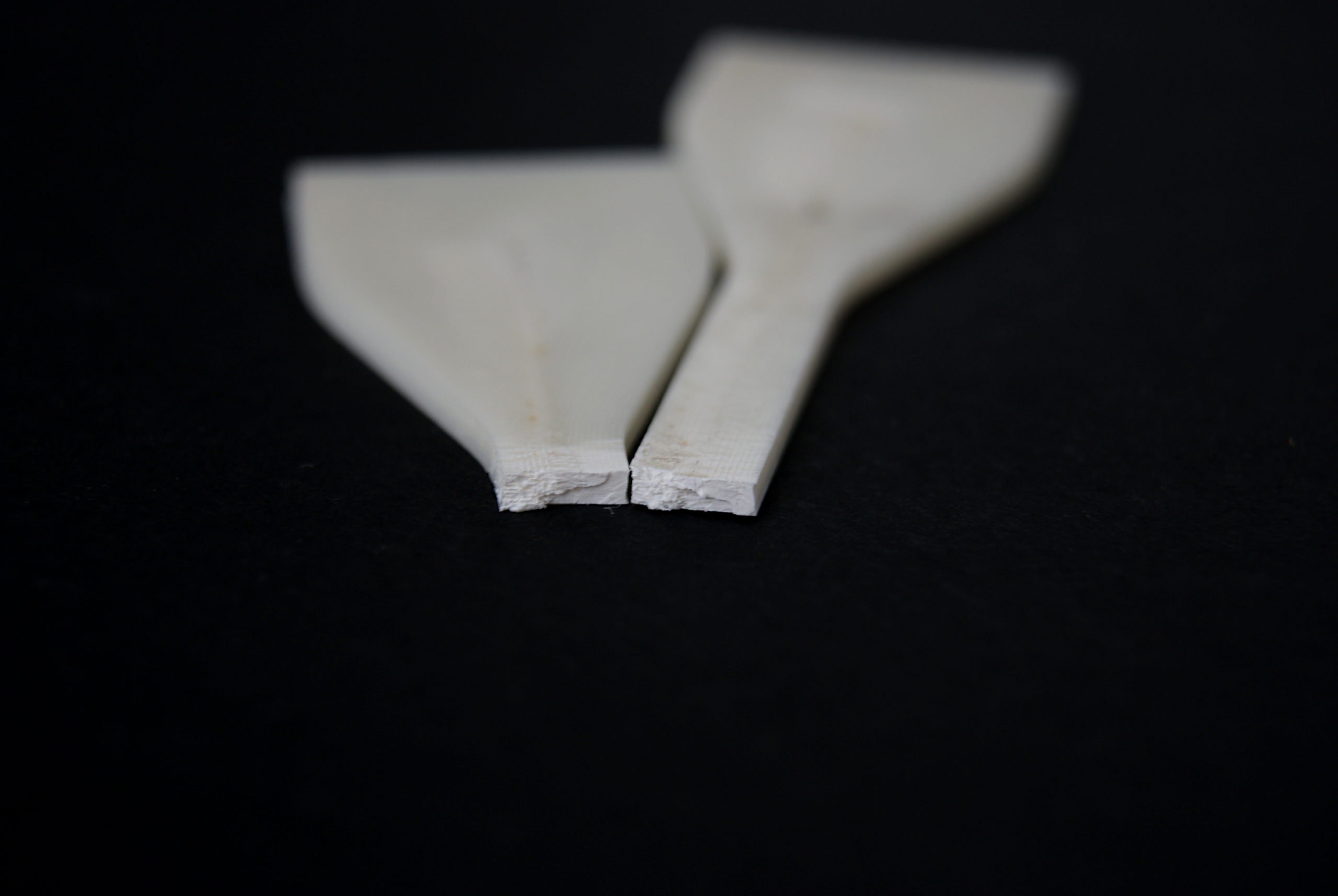
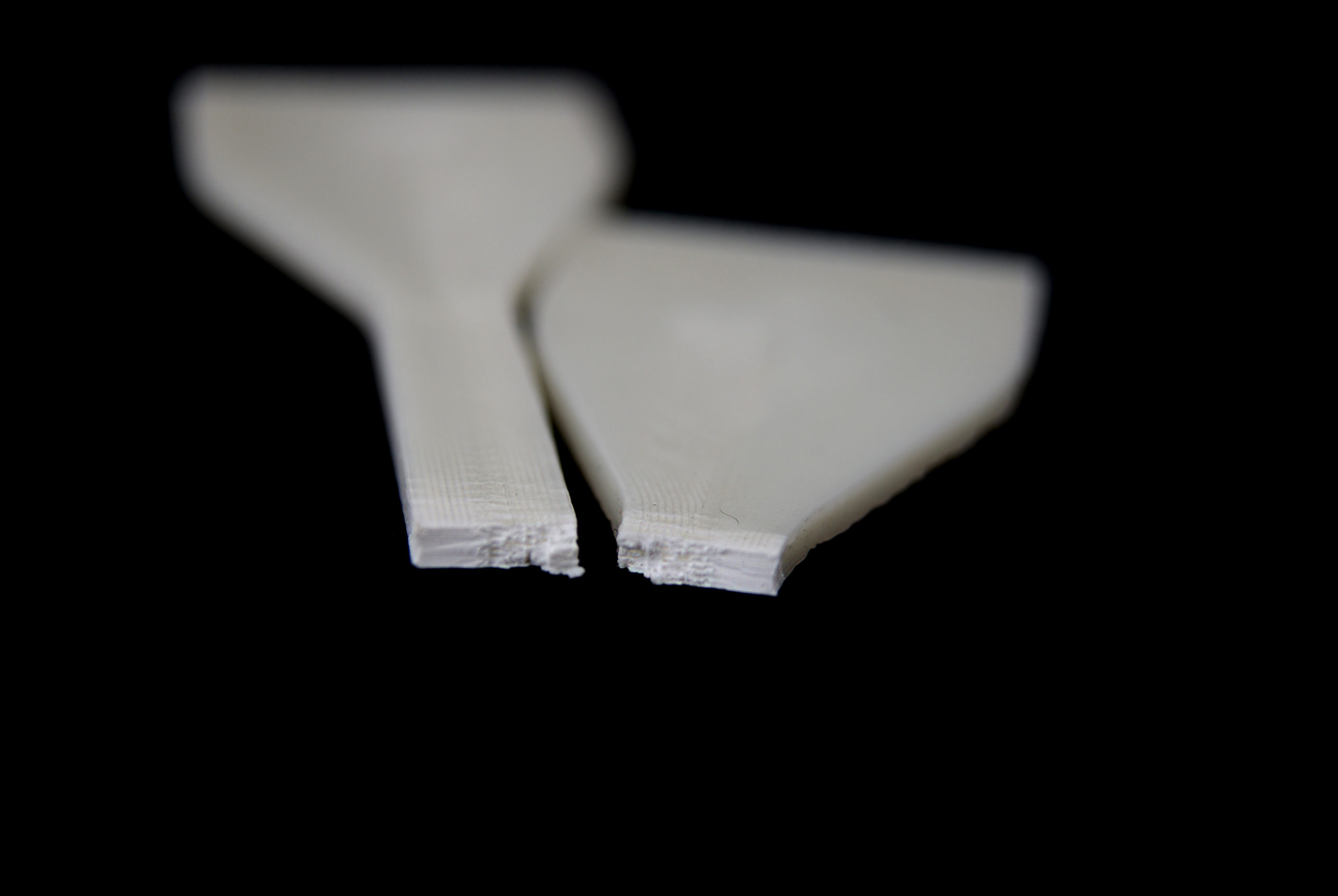
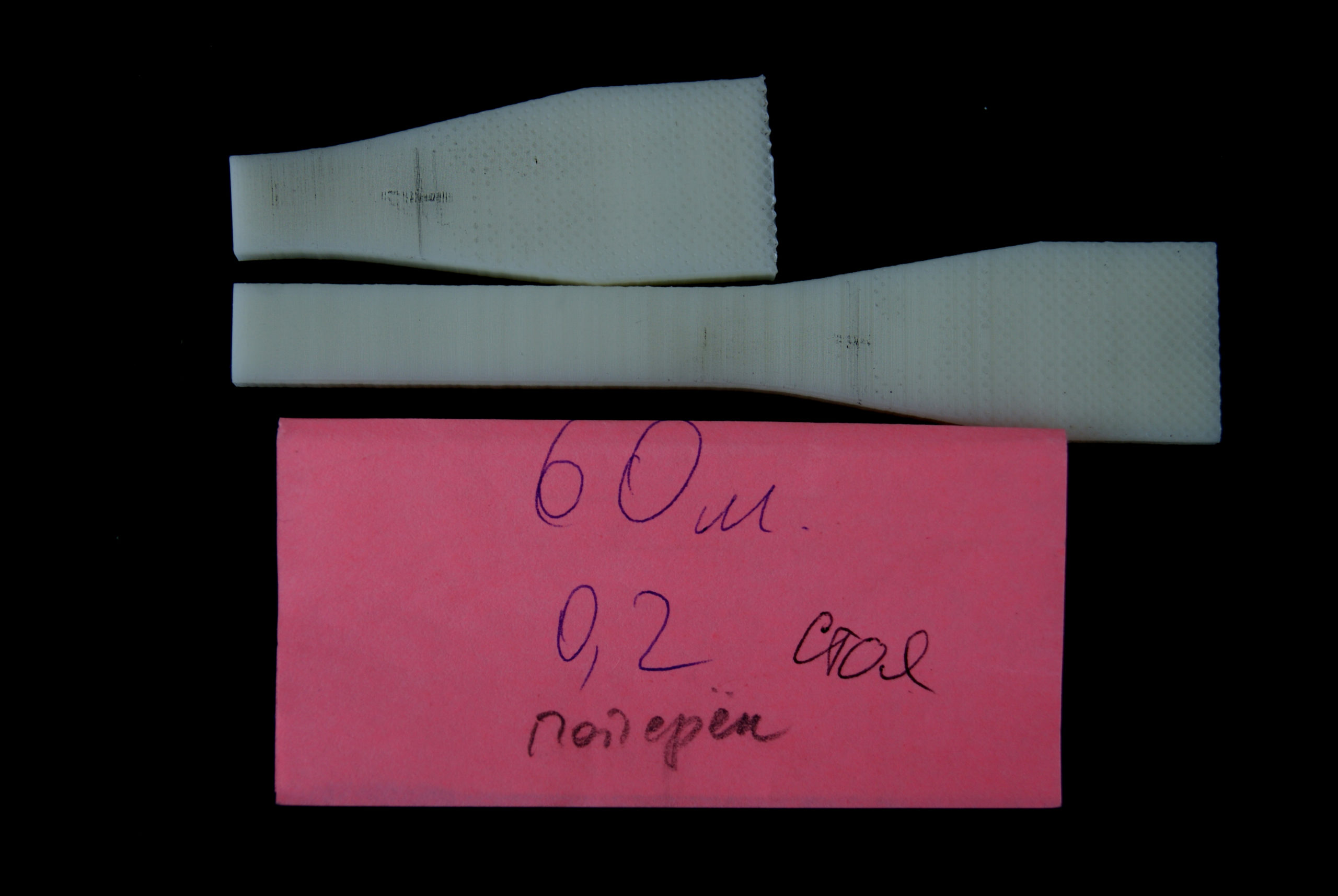
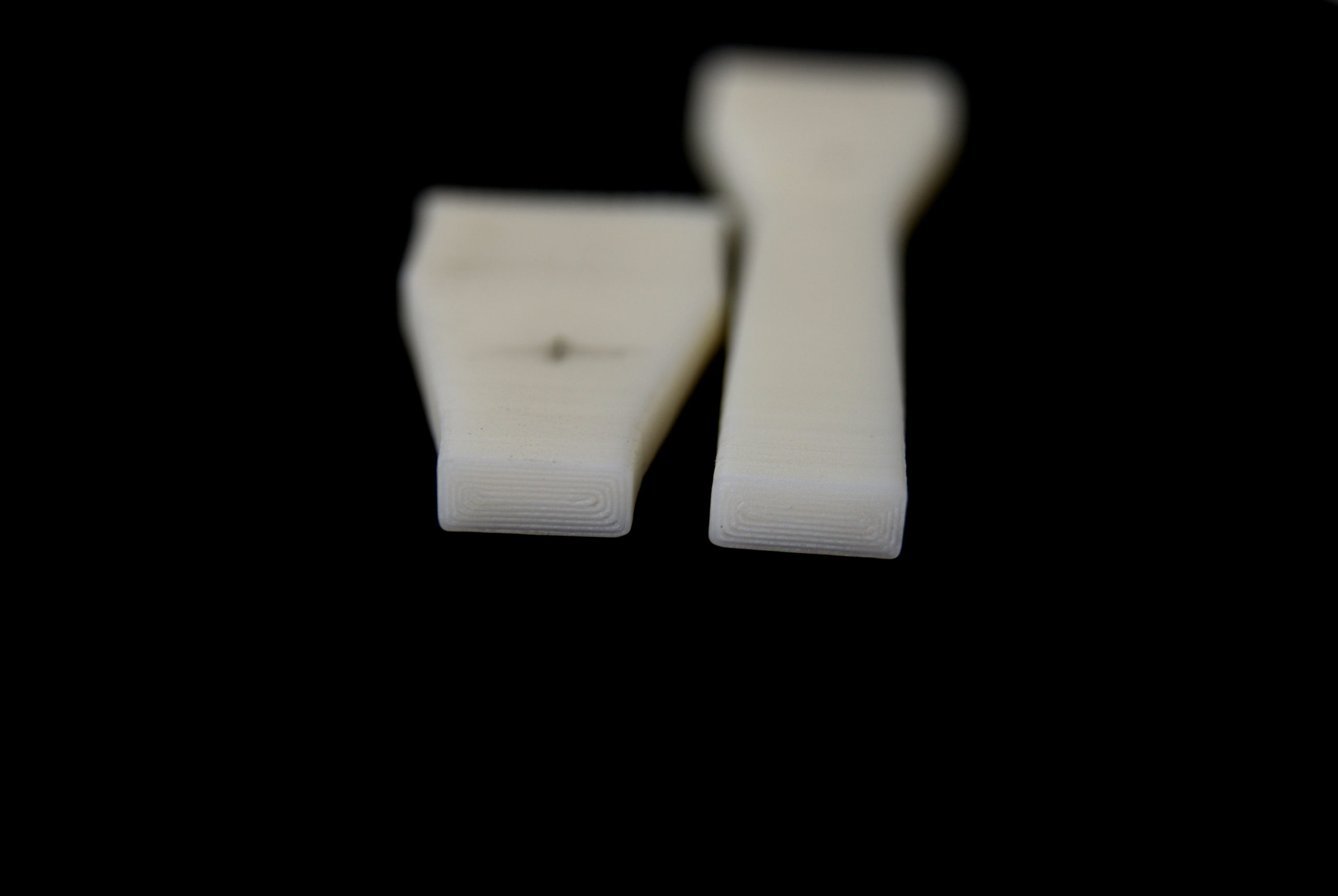
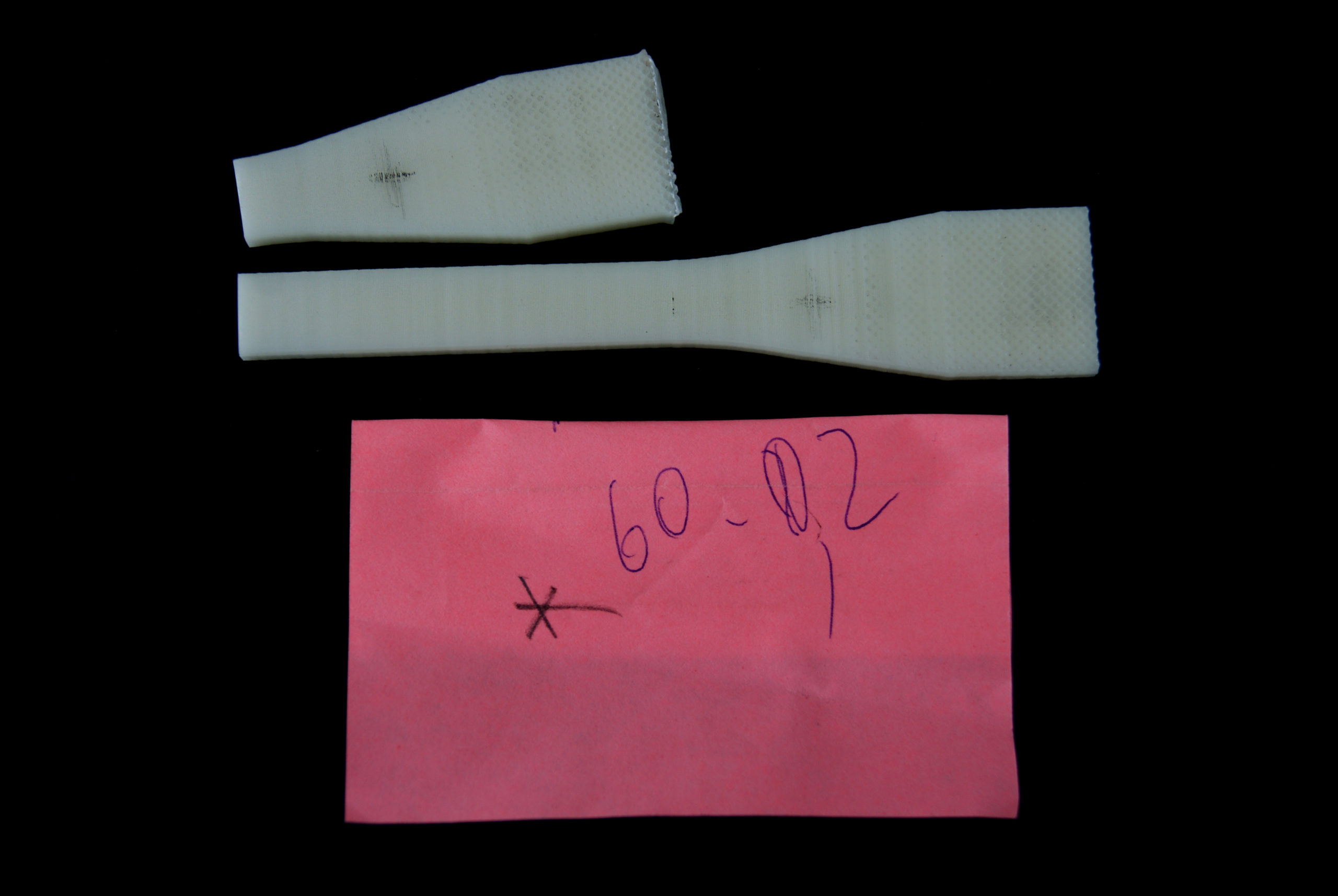
Rice. 3 The nature of the destruction of samples with transverse (a) and longitudinal (b) laying of threads.
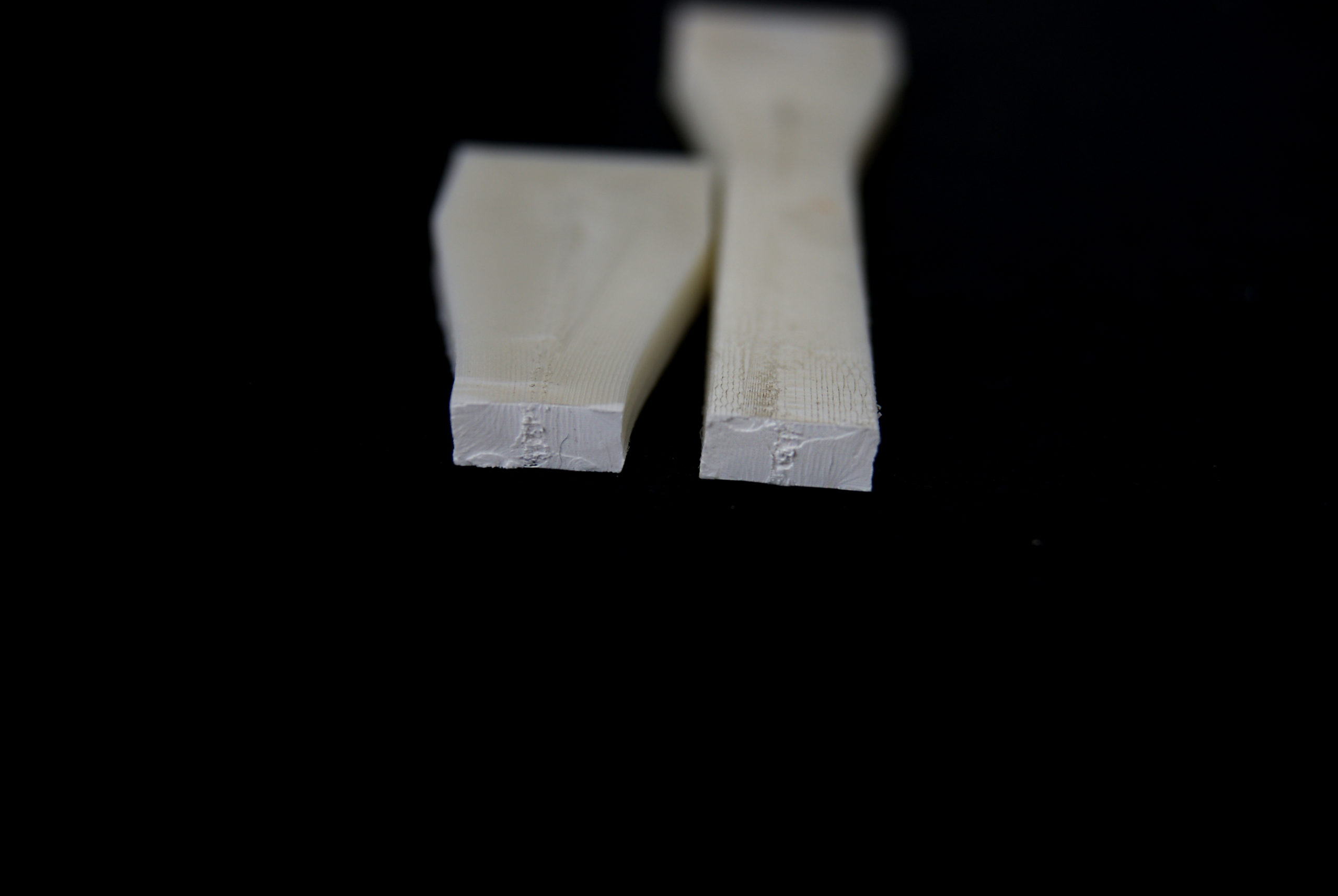
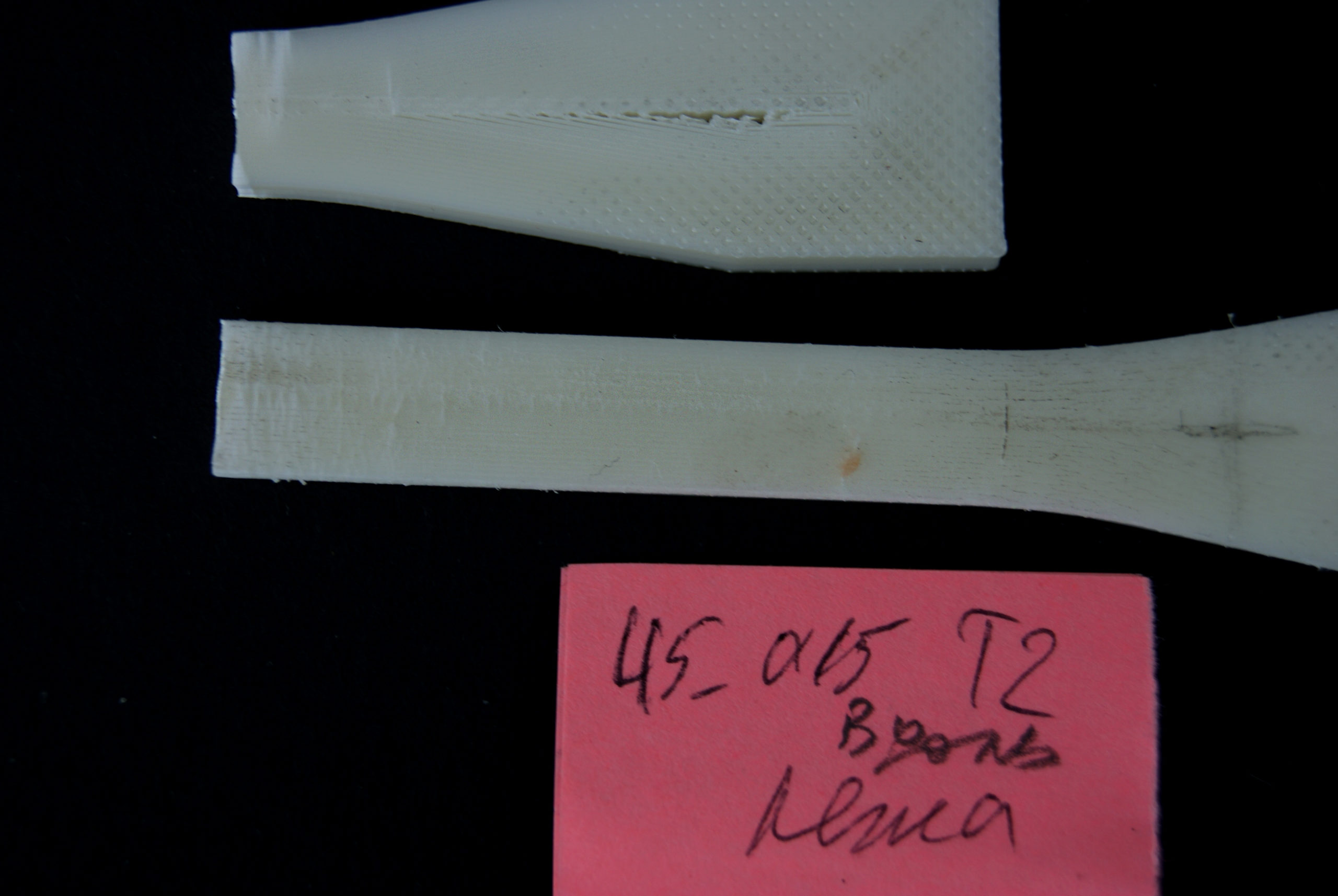
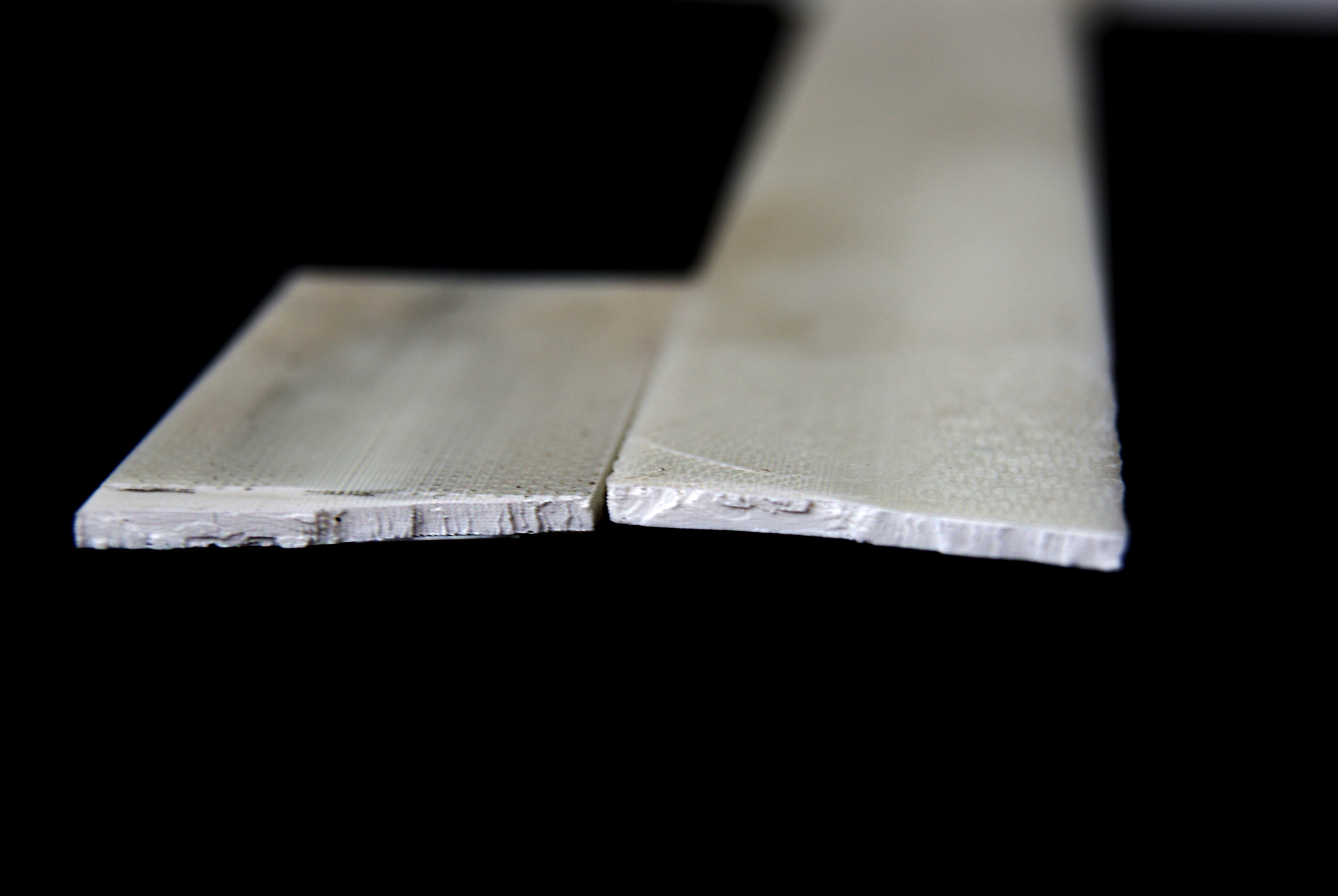
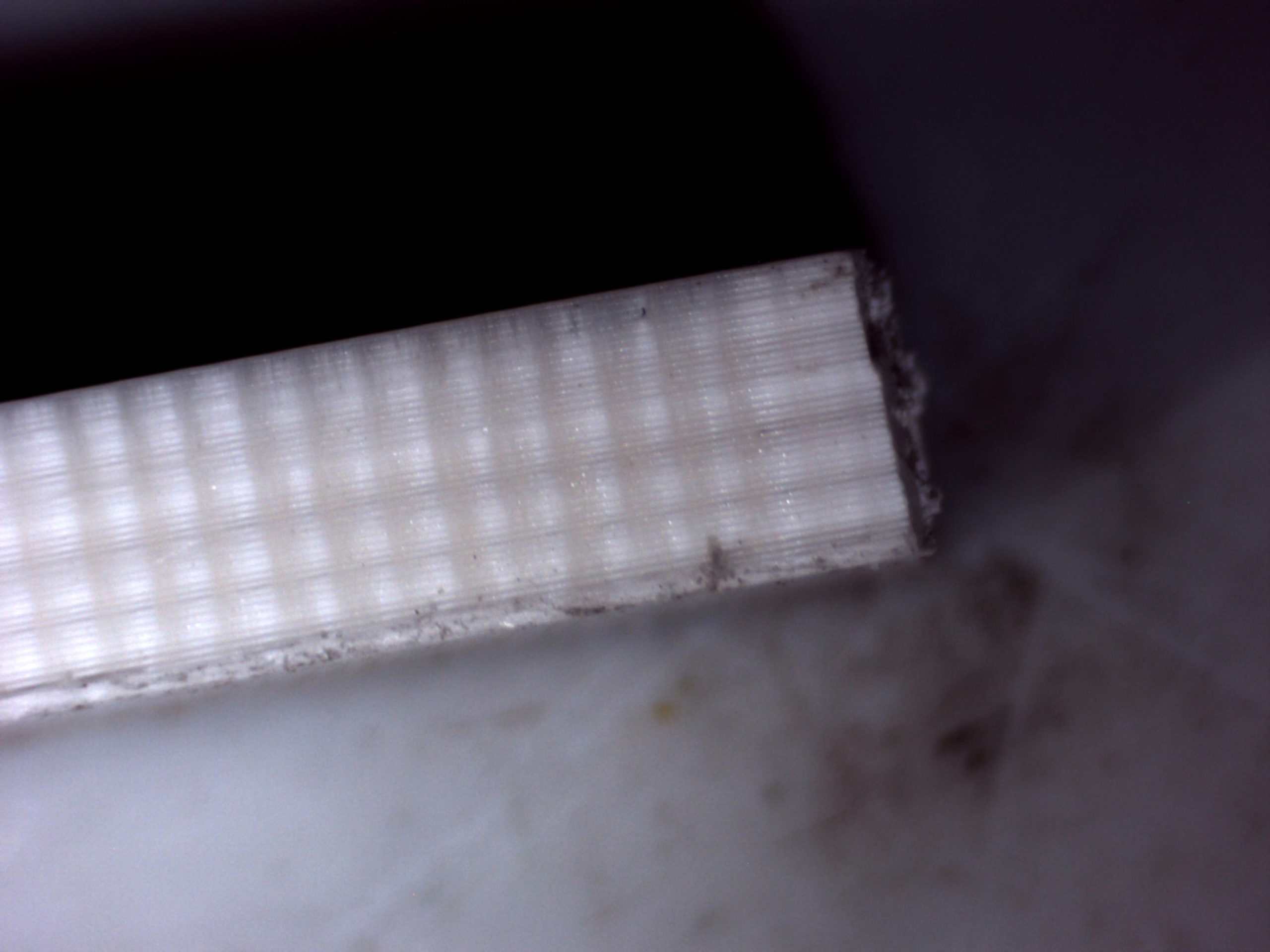
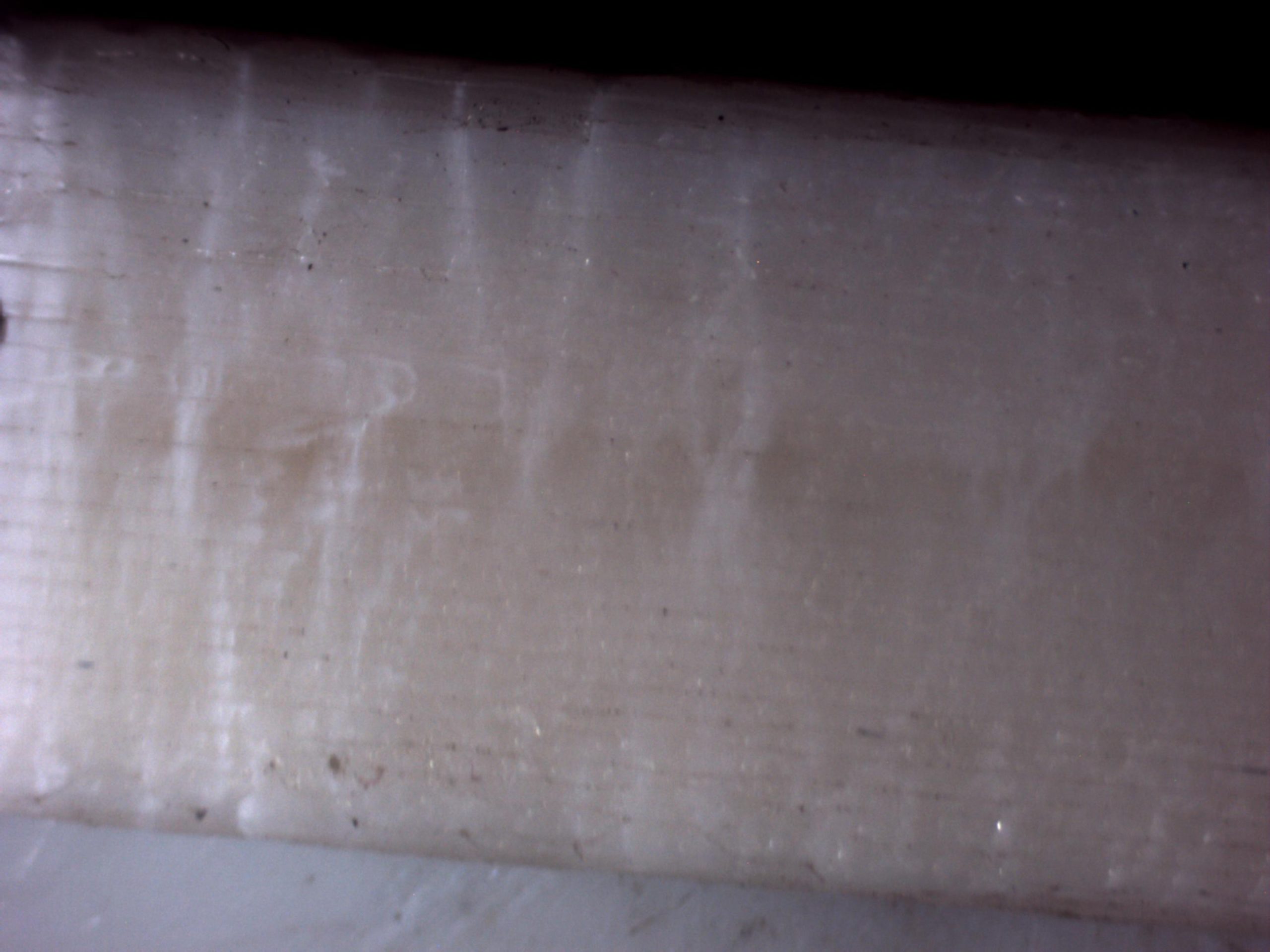
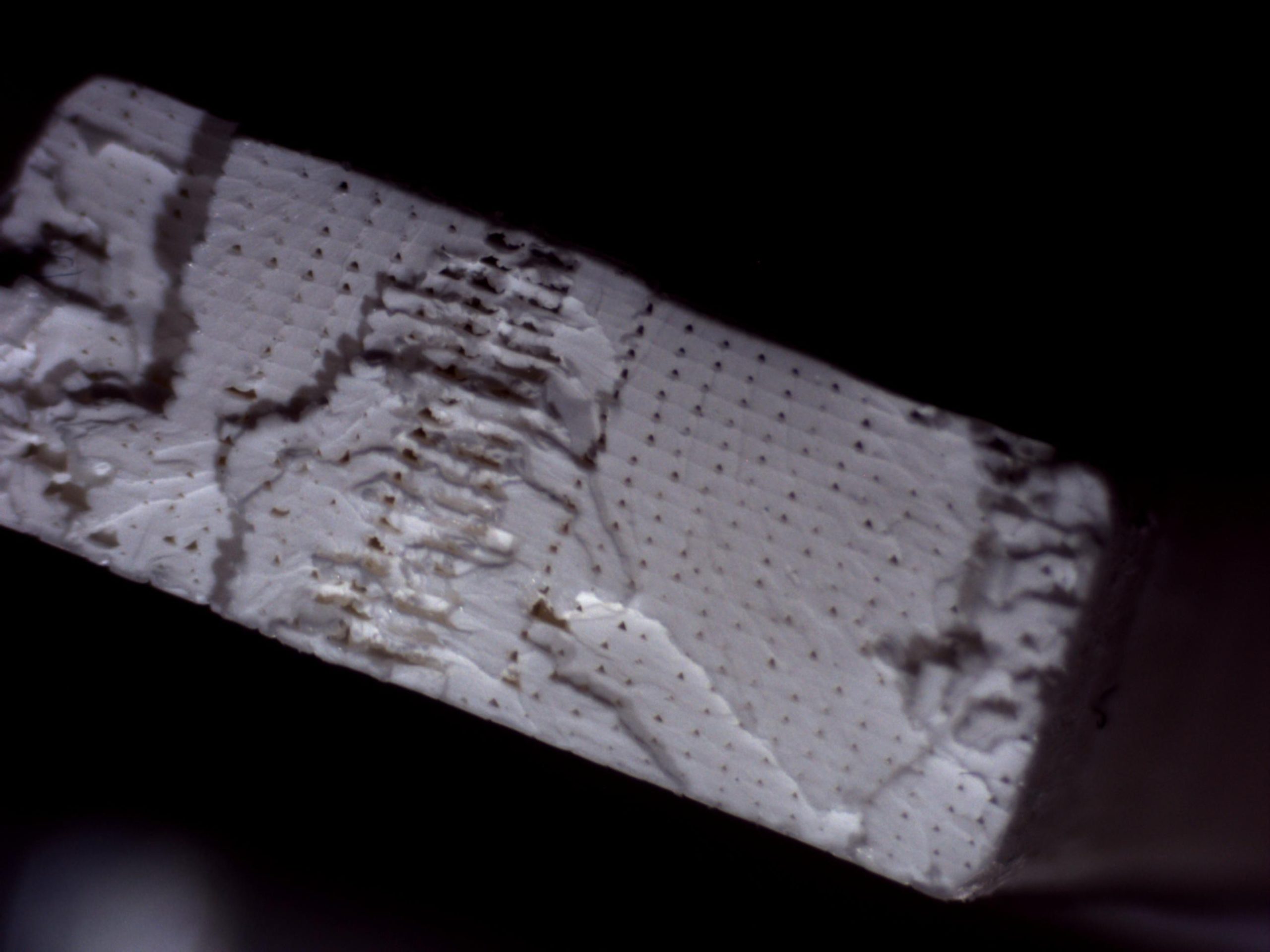
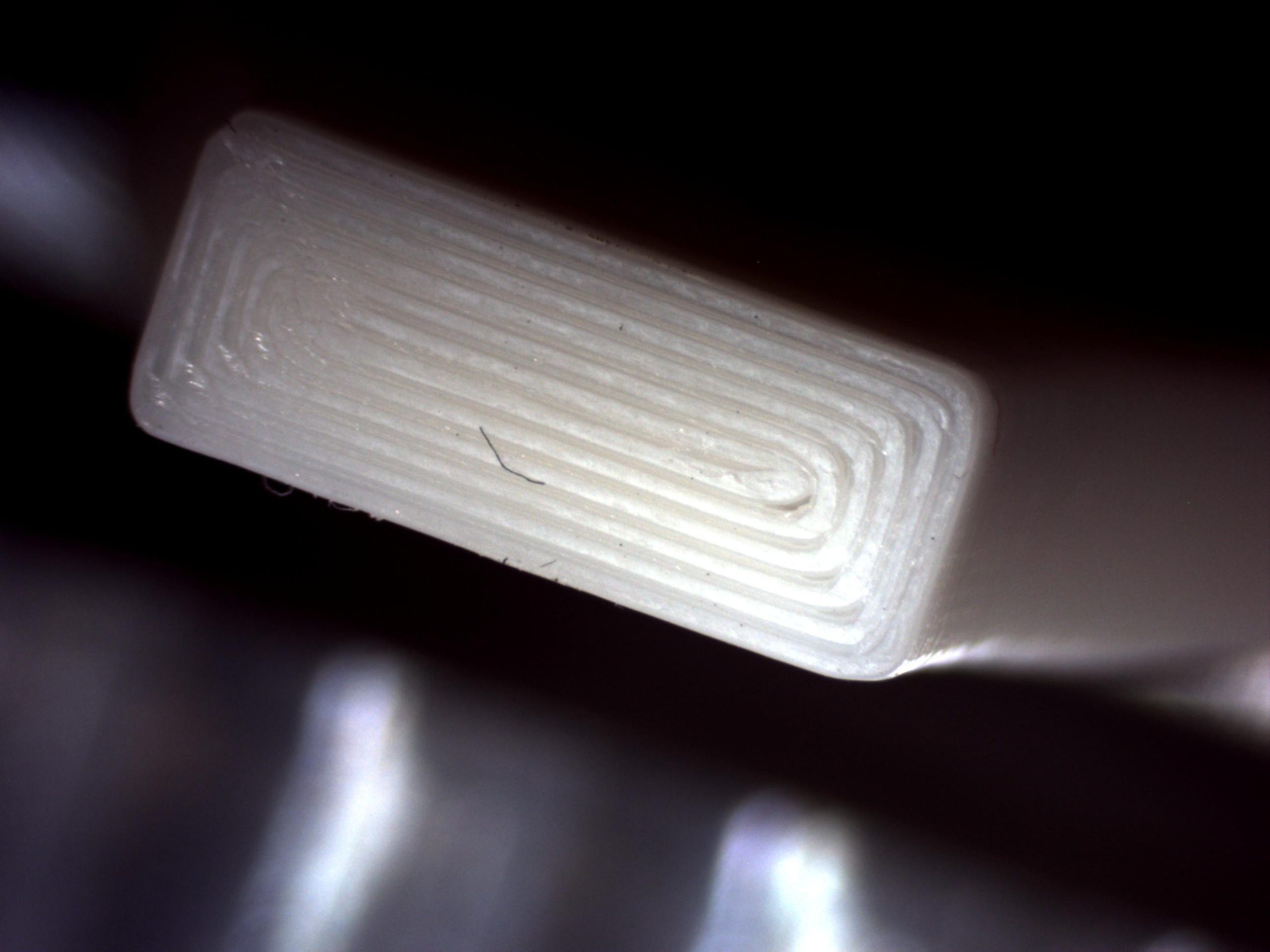
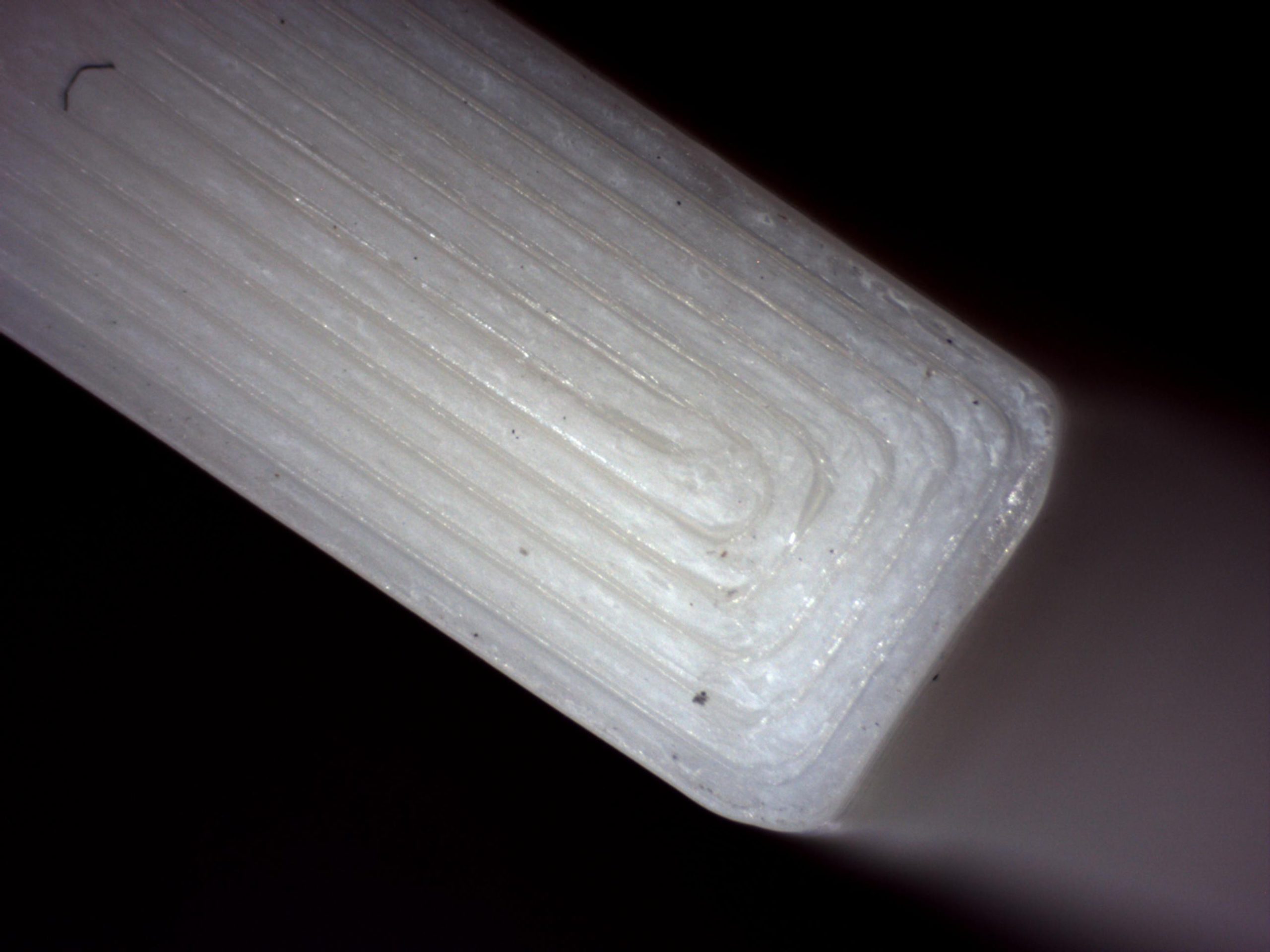
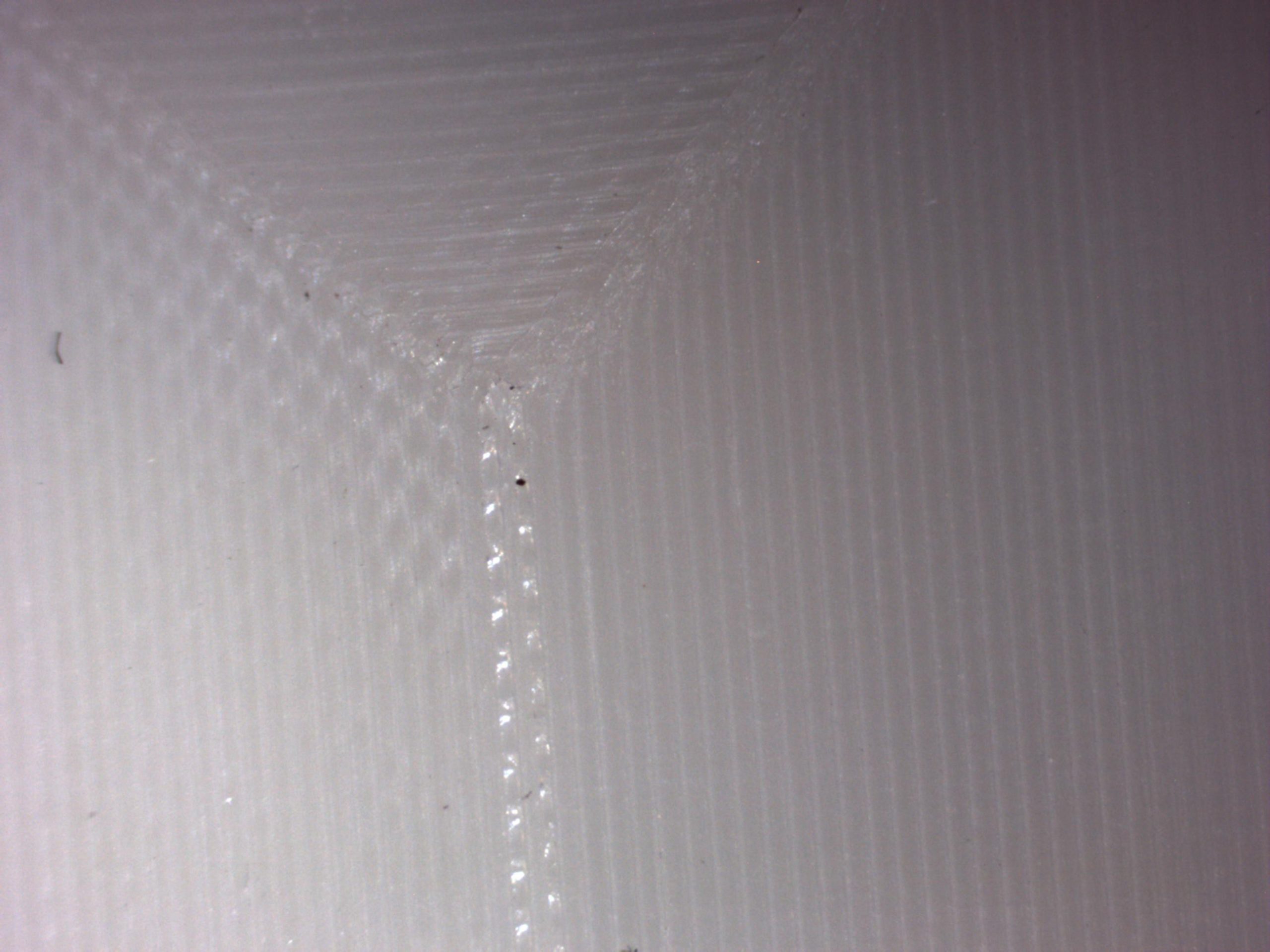
Specimens with transverse fiber packing (Fig. 3a) have an absolutely flat fracture surface, while specimens with longitudinal fiber packing (Fig. 3b) have a developed fracture surface. When examining these fractures with an optical microscope, it can be seen that the destruction of the material with the transverse laying of the fibers occurs in one plane (Fig.4a) along the surface of the laid threads. The fracture of the model material with longitudinal packing of fibers (Fig.4b) has a developed character. Fracture occurs in different planes, and both damage accumulation areas and flat zones characteristic of the main crack propagation are observed at the fracture.

Rice. 4 View of the fracture of samples with transverse (a) and longitudinal (b) laying of threads.
Conclusion
- For the model material obtained by FDM-printing using ABS plastic, when laying the threads along the direction of application of the load, no dependence of the tensile strength on the 3D printing modes was revealed. Strength in all printing modes was 31-33,5 MPa, which is about 31% lower than the strength of the monofilaments declared by the manufacturer.
- The strength of the model material with the cross-laying of the yarns is 41-67% of the strength obtained when tested along the laying of the fibers. This strength depends on the 3D printing modes. The maximum value - 20,2 MPa - obtained in mode 1, at the speed of the extruder nozzle Vс= 30 mm / s and the thickness of the laid thread layer hcl= 100 μm, and the minimum value - 14 MPa - is observed in mode 2, at Vс= 30 mm / s and hcl= 100 μm.
- Samples of the model material with longitudinal and transverse laying of threads have a different nature and type of fracture surface:
- when they are laid transversely, an absolutely flat surface of destruction is observed at the junction of the deposited filaments, and, therefore, the amount of adhesion between them is the most important factor affecting the value of strength;
- when they are laid longitudinally, the fracture of the material has a developed character both with areas of damage accumulation and with zones of the main propagation of cracks. In further studies, it is advisable to consider a material with longitudinal laying of threads as a bundle of connected fibers, which can reveal the mechanisms of destruction of such a material.
Literature
- GOST R 57558-2-017 “Additive technological processes. Basic principles ”Tested samples:
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
- SONY DSC
-

- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-

- SONY DSC
-

- SONY DSC
-
- SONY DSC
-

- SONY DSC
-

- SONY DSC
-

- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
Sample fracture under a microscope:





















Author: Studia3D aggregator
More articles from Studia3D aggregator