As impressoras Delta são extremamente exigentes na precisão dos componentes de fabricação (geometria do quadro, comprimento das diagonais, folgas na conexão das diagonais, efetor e carros) e em toda a geometria da impressora. Além disso, se os fins de curso (EndStop) estiverem localizados em alturas diferentes (ou um momento de atuação diferente no caso de fins de curso de contato), então a altura ao longo de cada um dos eixos é diferente e obtemos um plano inclinado que não coincide com o plano da mesa de trabalho (vidro). Essas imprecisões podem ser corrigidas mecanicamente (ajustando as chaves fim de curso em altura) ou programaticamente. Usamos um método de calibração de software.
A seguir, serão consideradas as configurações básicas da impressora delta.
Para gerenciar e configurar a impressora, usamos o programa Interface do Pronterface.
A calibração da impressora é dividida em três etapas:
Reparação e configuração de impressoras 3D
Estágio 1. Correçãocomer um avião por três pontos
Alinhamento de três pontos em um plano - A, B, C (localizado ao lado das três guias). De fato, é necessário esclarecer a altura do plano até os fins de curso para cada um dos eixos.
A maioria (se não todas) as placas para controlar uma impressora 1.4D (RAMPS XNUMX no nosso caso) funcionam em um sistema de coordenadas cartesianas, ou seja, há um acionamento no eixo: X,Y,Z.
Na impressora delta, você precisa mudar de coordenadas cartesianas para polares. Portanto, concordamos que aqueles conectados aos motores X,Y,Z corresponde aos eixos A, B, C. (No sentido anti-horário a partir de qualquer motor, no nosso caso, olhando para o logotipo à esquerda - XA, à direita YB, distante ZC). Além disso, ao fatiar, imprimir e gerenciar a impressora no modo manual, operaremos com o sistema clássico de coordenadas cartesianas, a própria eletrônica da impressora recalculará os dados no sistema de que precisa. Precisamos dessa convenção para entender o princípio de operação e calibração direta da impressora.

Os pontos pelos quais faremos a calibração serão chamados de forma semelhante (A, B, C) e a posição desses pontos é igual a A= X-72 Y-42; B=X0 A84; C=X72 A-42.

Algoritmo de configuração:
- Nós nos conectamos à impressora. (No caso de “caracteres ilegíveis” na linha de comando, você precisa alterar a velocidade da porta COM. No nosso caso, de 115200 para 250000 e reconectar).

Depois disso, veremos todas as configurações da impressora.

2. Redefina as alturas dos eixos X, Y, Z com o comando M666 x0 a0 z0.
E salve as alterações com o comando M500. Após cada alteração de configurações, você deve pressionar home (ou o comando g28) para que a impressora saiba de onde fazer a leitura.
3. A impressora está calibrada “quente”, ou seja, o aquecimento da mesa (se houver) e o aquecimento do cabeçote de impressão (HotEnd) devem estar ligados (Mesa 80 graus, bico 245 graus). Precisamos também de uma sonda, preferencialmente de metal, de tamanhos conhecidos. Para essas tarefas, uma chave hexagonal é bastante adequada.
4. Abaixamos a cabeça de impressão a uma altura (condicionalmente) de 9 mm da mesa (para que o bico mal toque em nossa sonda, porque a altura ainda não foi definida com precisão). Comando: G1Z9.
5. Agora passamos diretamente para a configuração de nossos três pontos.
Por conveniência, em vez de g-commands, você pode criar em Interface do Pronterface quatro botões, para mover a cabeça de impressão para os pontos A, B, C, 0-zero.
Criando Botões no Pronterface
Para isso, na parte central da janela existe um botão “+”, ao clicar no qual abrirá uma janela com três campos: Button Title (Nome do botão), Command (comando), Color (Cor do futuro botão ).

Nós preenchemos:
Título do botão: Min A; Comando: G1 X-72 Y-42; Cor: Laranja
Título do botão: Mín B; Comando: G1 X0 Y84; Cor: Azul
Título do botão: Mín C; Comando: G1 X72 Y-42; Cor: Verde
Título do botão: zero; Comando: G1 X0 Y0; Cor: Branco
6. Movendo sequencialmente entre três pontos (botões ou comandos criados anteriormente), descobrimos qual deles é o mais baixo (visualmente) e tomamos este eixo como zero, em relação a ele mudaremos a altura dos dois pontos restantes.
Vamos supor que o ponto A é mais baixo que os outros. Movemos o cabeçote até o ponto B (Y) e usamos as teclas de controle de altura no Pronterface para abaixar o bico até tocar nossa sonda, contando o quanto baixamos o bico (na testa contamos o número de cliques no + botões 1 e +0.1)
7. Em seguida, altere os parâmetros de altura do eixo Y com o comando: M666 Y {valor calculado}
M666 Y0.75 (após Y é o seu valor)
M500
G28
Fazemos a mesma operação com os eixos restantes. Depois disso, você deve verificar a altura de todos os pontos novamente, pode acontecer que a altura espalhada após a primeira calibração diminua, mas a altura ainda será diferente, enquanto o ponto mais baixo pode mudar. Neste caso, repita os passos 6-7.
2 Stage. Consertando a lente
Depois de definir três pontos em um plano, é necessário corrigir a altura do ponto central. Devido à peculiaridade da mecânica delta, ao mover a cabeça de impressão entre os pontos extremos do centro, ela pode passar
abaixo ou acima do nosso plano, assim não obtemos um plano, mas uma lente,
seja côncavo ou convexo.
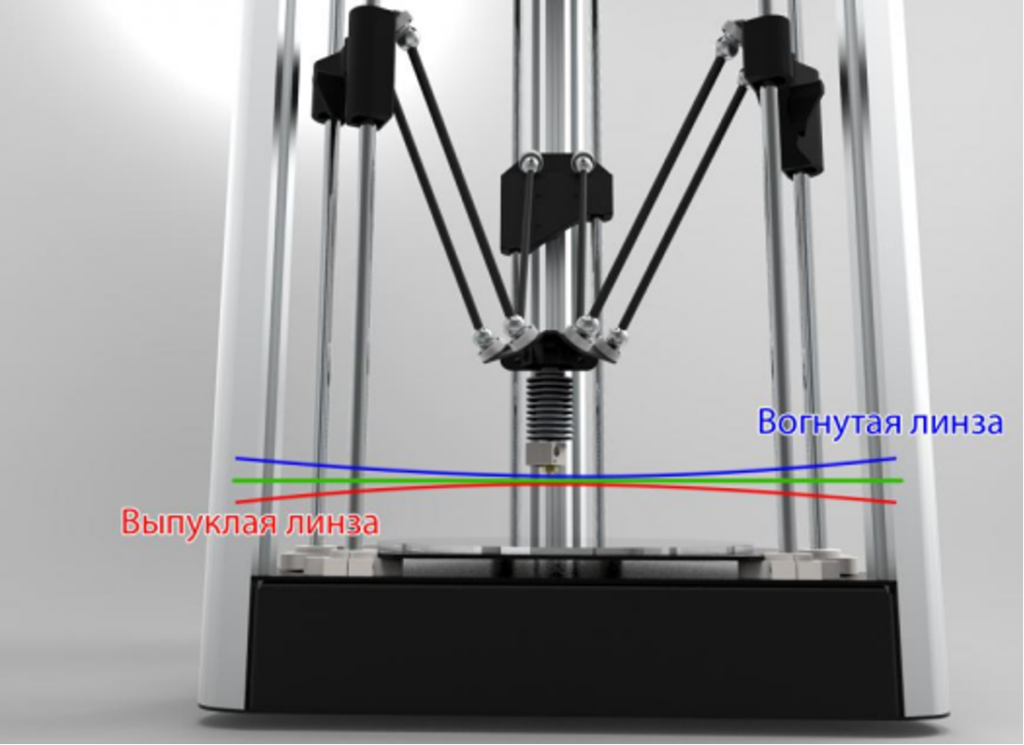
Este parâmetro é ajustado pelo chamado. raio delta, que é selecionado experimentalmente.
Calibração:
Enviamos a cabeça à altura da sonda para qualquer um dos três pontos da mesa. Por exemplo G1Z9 X-72 Y-42.
Compare a altura do ponto central e a altura dos pontos A,B,C. Se a altura dos pontos A, B, C for diferente, é necessário retornar à calibração anterior.
Se a altura do ponto central for maior que o resto, então a lente é convexa e o valor do raio delta deve ser aumentado. É desejável aumentar ou diminuir em incrementos de +-0,2 mm, se necessário, reduzir ou aumentar o pitch dependendo da natureza e magnitude da curvatura (selecionada experimentalmente).
Comandos:
G666 R67,7 M500 (no R você precisa escrever seu valor)
G28
Ajustamos o raio delta até que nosso plano esteja alinhado.
3 Stage. Encontrando a altura real do bocal até a mesa
Na terceira etapa, ajustamos a altura da impressão (do bico ao plano inferior - a mesa). Como acreditamos que a altura total está obviamente errada, é necessário corrigi-la, após todos os ajustes das alturas dos eixos. Existem duas maneiras de resolver este problema:
1 maneiras:
Ao encaixar manualmente nosso bico sob a sonda para que ela passe livremente sob ela, mas não há jogo perceptível,
equipe M114 exibir o valor da altura real do nosso HotEnd
equipe M666L obtenha o valor total da altura (parâmetro H)
Em seguida, subtraia a altura real da altura total.
O valor resultante é subtraído da altura da sonda.
Assim, obtemos a quantidade de queda de bico para o plano inferior, que deve ser somada ao valor da altura total e gravada na memória da impressora com os comandos:
G666 H 235.2 (após H é o seu valor)
M500
G28
2 maneiras:
Justo “a olho” somamos o valor da altura (após cada mudança, não esqueça de “sair” para casa), alcançando o necessário.
Não encontrou uma resposta para sua pergunta?
Você pode escrever para o suporte para que nossos especialistas considerem seu problema individualmente. Na solicitação, descreva em detalhes a essência do problema.














Autor: Studia3D Agregador
Mais artigos de Studia3D Agregador