В данной статье мы рассмотрим самые частые причины изменения конечных размеров изготавливаемых изделий, напечатанных на 3D-принтере. Эта статья будет полезна для конструкторов и изобреталей, чтобы понимать как проектировать трехмерные модели для 3Д-печати.
Для начала введем некоторую терминологию. Все отклонения, возникающие в технологическом процессе 3Д-печати и сопутствующих ей технологиях, мы будем называть «погрешность». Рассмотрим какие виды погрешностей бывают и углубимся в каждую их них.
- Погрешность ширины экструзии.
- Аппроксимация радиусов с зависимости от высоты слоя.
- Точность позиционирования экструдера 3D-принтера.
- Инерционные биения.
- Неконтролируемая усадка материала.
- Погрешность первого слоя.
- Пористость.
- Точность сопоставления после печати деталей, разбития на составляющие.
- Места отрыва поддерживающего материала.
- Шероховатость тонкой стенки.
Погрешность ширины экструзии.
Подготовка трехмерной модели к 3Д-печати сводится к созданию так называемого G-кода. G-код представляет собой компьютерный код, который задает движение всем электродвигателям 3Д-принтера. В число этих двигателей входят те, которые отвечают за перемещение экструдера (3Д-печатной головы 3Д-принтера). Перемещения и движения экструдера задаются траекторией, которая обусловлена линией. При подготовке к 3Д-печати модель разбивается по оси Z на слои, обусловленные выбранной высотой слоя. Траектория перемещения экструдера выстраивается опираясь на размеры этих слоев, а в случае с периметром слоя, описывает внешнюю, среднюю по оси Z, поверхность модели. В свою очередь экструдер повторяет траекторию, заложенную в G-коде, именно центром сопла. В конечном счете, при проектировке моделей необходимо учитывать тот момент, что сопло само имеет диаметр отверстия, через которое выдавливается пластик. Говоря простым языком к размеру трехмерной модели добавляется радиус сопла. При выборе трехмерного принтера, с точки зрения погрешности ширины экструзии, точность детали будет выше на том, у которого сопло будет иметь меньший диаметр. А при проектировке трехмерных моделей на 3Д-печать необходимо закладывать запас на уширения модели. Хочу отметить, что в других технологиях 3Д-печати, где используется лазер или засвечивающее устройство, ширина линии внешнего периметра зависит от фокуса, то есть от толщины луча. Как правило эти параметры можно уточнить у производителя 3D-принтера или у специалистов Studia3D.
Рассмотрим как это работает на примере трехмерной модели, которая имеет отверстие.

На рисунке показана 3Д-модель, визуализация подготовленного G-кода и траектория движения центра сопла экструдера для 7-го слоя 3Д-печати. Выделим периметры отверстий и на траекторию наложим фактическую ширину эксрузии (Выделена салатовым цветом).

Как видим диаметр отверстия меньше. На сколько? На радиус сопла с одной стороны + радиус сопла с другой. То есть при проектировке отверстия мне надо заложить зазор, равный ширине сопла. Тоже самое со всеми остальными машинами. Чем меньше размер сопла, тем ближе к номинальным размерам получится деталь. При этом печать соплом меньшего диаметра по стоимости будет Выше. Это обусловлено производительностью. Через большее сопло в единицу времени выходит больше пластика, что сказывается на скорости печати. Время работы принтера, как и количество материала влияет на стоимость получения изделия.
Аппроксимация радиусов с зависимости от высоты слоя.
Заданная высота слоя напрямую влияет на точность 3Д-печати. Это ярко выражено на радиусах в сечениях модели по вертикали. Рассмотрим деталь из предыдущего пункта, позиционируя ее в камере 3Д-принтера на ребро.

Как видно на рисунке, от выбранной высоты слоя зависит качество отверстия. Чем меньше высота слоя, тем качественнее получается деталь. При этом стоит учитывать время 3Д-печати. При увеличении высоты слоя уменьшается время печати за счет уменьшения общей длинны траектории, описываемой экструдером. Соответственно цена на деталь снижается, т.к. время работы 3Д-принтера напрямую влияет на стоимость 3Д-печати.
Точность позиционирования экструдера 3D-принтера.
Данный параметр обуславливает точность повторения центром сопла экструдера траектории заданной в G-коде. Другими словами этот параметр характеризует максимально возможное отклонения центра сопла экструдера от траектории во время печати. Этот параметр указывается производителем 3Д-принтера для конкретной модели принтера. Но надо отметить, что указанный параметр соответствует рекомендованной производителем скорости 3Д-печати. В свою очередь специалисты Studia3D при подготовке G-кода сводят влияние данного параметра к минимуму, но не исключают вовсе. Помимо скорости на этот параметр влияет жесткость конструкции 3Д-принтера и система привода экструдера.
Инерционные биения.
Как частный случай точности позиционирования в отдельный пункт выделяем инерционные биения, возникающие во время трехмерной печати. На этот параметр влияют те же позиции, которые были описаны в предыдущем пункте, однако уменьшение данной погрешности производится другим способом. Это можно понять изучив момент, в котором возникает влияние данной погрешности на качество печати — резкая смена направления вектора движения экструдера. Когда электродвигатели совместно с системой привода резко изменяют направление траектории, печатная голова, имеющая какой-то характерный вес, по инерции продолжает двигаться в предыдущем направлении. В следствии чего возникают динамические затухающие колебания, что негативно отражает поверхность. Уменьшается влияние этой погрешности двумя способами. Уменьшением скорости печати внешнего периметра, что мы применяем при печати всех моделей без исключения и закладываем на этапе подготовки G-кода. Второй способ закладывается при проектировке модели: по возможности необходимо в модель добавить сопряжения на остроугольные грани, которые при позиционировании детали на платформе 3Д-принтера, в сечениях параллельных плоскости XY, будут давать в периметрах острые углы. Как показывает практика сопряжения в 2 мм считается достаточным. Показываем на примере.

Как видно на рисунке, округлив угол (введя сопряжение на грань), мы свели к минимуму влияние данной погрешности.
Неконтролируемая усадка материала.
Данный параметр оказывает свое влияние, как правило в случае 3Д-печати больших объектов. Больших — это значит более 30% от максимального габарита камеры 3Д-принтера по любой из осей координат. Чаще всего данная погрешность проявляется в межслоевой адгезии и уменьшении размеров в плоскостях параллельных XY.
Наши наблюдения выявили примерную усадку для некоторых наиболее распространенных материалов относительно размеров по сечениям параллельным осям координат.
ABS: по XY ≈ 5%; по Z ≈ 1%
PLA: по XY ≈ 2%; по Z ≈ 0,5%
Полипропилен: по XY ≈ 7%; по Z ≈ 10%
Погрешность первого слоя.
Программа подготовки G-кода считает платформу 3Д-принтера абсолютно параллельной плоскости XY, однако на практике калибровка платформы тоже имеет свою погрешность. В Studia3D норма на разнотолщинность первого слоя составляет:
Δ=0.1 мм при высоте слоя от 0,2 мм
Δ=0.05 мм при высоте слоя до 0,2 мм
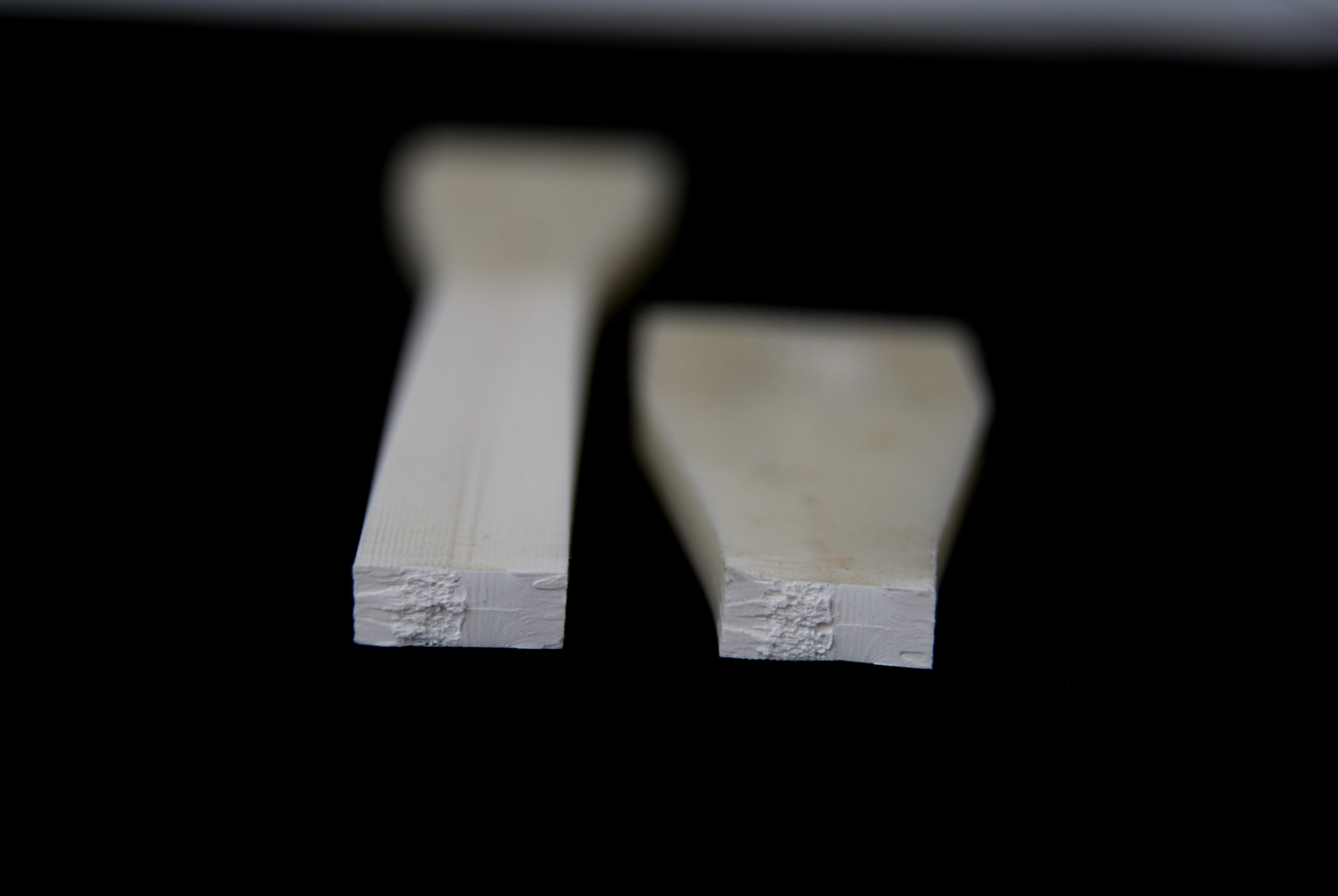
Пористость.
Пористость в случае с 3Д-печатью принято обсуждать только в случае процента заполнения внутренних перекрытий до 100%. Однако при печати с заполнением в 100% пористость никуда не уходит.

Это отчетливо видно рассматривая в микроскоп место разрыва заготовки для определения прочностных характеристик.
Точность сопоставления после печати деталей, разбития на составляющие.
Если модель не входит в область печати 3Д-принтера, она разбивается на составляющие. В лучшем случае для максимально точной сборки предусматриваются пазы. Нужно понимать, что сборка модели из составляющих тоже влияет на точность общей конструкции. Данную точность оценить очень сложно. Мы принимаем отклонения от заданной модели порядка +- 2%. Для закрепления места стыка мы практически никогда не используем клей, а пользуемся специальным химический раствором. В конечном счете детали не склеиваются, а спаиваются, только не температурным расплавлением материала, а химическим. Что касается прочности спайки: она выше, чем адгезия между слоями. Говоря простым языком, если бросить такую деталь об стену, она сломается, но в первую очередь не в местах стыков.
Места отрыва поддерживающего материала.
Этот пункт относится к поддержкам, удаляемым механическим путем. Так как материал поддержки и материал основной детали состоит из одного материала, они просто между собой спаиваются под воздействием температуры. При отрыве таких поддержек остаются следы, нитки, сколы и т.п.
Чтобы свести данную погрешность к минимуму необходимо заказывать 3Д-печать с растворимыми поддержками. За счет дорогого материала растворимой поддержки стоимость 3Д-печати тоже значительно увеличивается. Точность, как и красота, требует жертв.
Шероховатость тонкой стенки.
При подготовке G-кода в стандартном виде программа стремится сделать Вашу деталь максимально прочной. Это плохо лишь в одном случае, когда изделие имеет тонкостенные элементы. При построении траектории мы задаем минимальную толщину стенки, внутри которой будет строиться заполнение. Как правило эта толщина равна 3-ем диаметрам сопла. Но в случаях, когда есть места, где толщина меньше, чем толщина внешней стенки программа при построении траектории обрисует по одному периметру с каждой стороны, а между ними заполнит пустоту. Из-за того, что заполнение будет происходить на расстоянии от 1 до 2 диаметров сопла, экструдер начнет вибрировать, начнется инерционное биение (см. пункт инерционное биение). Чем больше это расстояние сводится к 1 диаметру сопла, тем быстрее наступает околорезонансная частота. Все это негативно сказывается на внешности этой стенки, так как вибрация передается на околостоящий материал. Посмотрим наглядно.

Чтобы свести данную погрешность в минимуму необходимо проектировать деталь таким образом, чтобы толщина стенки была кратна диаметру сопла. Разница на лицо!

Вывод.
В заключении хочу отметить, что при проектировке трехмерных моделей для 3Д-печати необходимо учитывать совокупность всех факторов, влияющих на точность изделий, а не рассматривать какую-то частную. Команда Studia3D каждый день работает над тем, чтобы процесс 3D-печати был полностью предсказуемый и контролируемый, однако, как и любой вид производства, 3Д-печать имеет свою точность. Идеальных размеров не бывает. Поэтому мы очень рады, если с трехмерными моделями в дополнение предоставляется рабочий чертеж изделия, где указаны все посадки, допуски, шероховатости и т.п. Только в этом случае мы можем подобрать технологию, правильно подготовить G-код и гарантировать качество, заложенное проектировщиком. В других случаях перед запуском партии необходимо сделать «пристрелочные» печати, исследовав и подобрав необходимые параметры.














Автор: Studia3D Aggregator
Другие статьи от Studia3D Aggregator