УДК 67.02, 620.172.2, 004.9
ИССЛЕДОВАНИЕ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МОДЕЛЬНОГО МАТЕРИАЛА, ПОЛУЧАЕМОГО МЕТОДОМ FDM-ПЕЧАТИ С ИСПОЛЬЗОВАНИЕМ АБС-ПЛАСТИКА.
Камоничкина Наталья Владимировна
Магистр 1 курса
Кафедра “Технологии обработки материалов”
Московский государственный технический университет им. Н.Э.Баумана
Научный руководитель: И.В.Кочешков
кандидат технических наук, доцент кафедры Технологии обработки материалов”
Актуальность работы и цели исследований.
Аддитивные технологии в настоящее время являются одним из наиболее динамично развивающихся направлений “цифрового” производства. Этот вид технологий имеет большие перспективы при производстве машиностроительных изделий и проведении ремонтных работ. Аддитивные технологии основаны на использовании 3Д-принтеров [1]. Из семи базовых принципов процесса 3Д-печати, отмеченных в [1], сегодня наибольшее распространение имеет экструзия материала, который выборочно подаётся через сопло или жиклёр. Этот вид 3Д-печати в технической литературе принято называть FDM-печатью (FusedDepositionModeling).
Широкое распространение FDM-печати объясняется относительной дешевизной этого вида 3Д-принтеров и широкими технологическими возможностями при производстве различного вида изделий. Однако нельзя утверждать, что прочностные характеристики материала деталей, получаемых с использованием FDM-печати, соответствуют прочностным свойствам материала нитей, которые при этом используются. Нанесение чередующихся слоёв последовательным наплавлением нитей ведёт к образованию многоуровневой физической структуры материала. Формируемая структура может отличаться анизотропией свойств относительно направления укладки нитей, различием толщин укладываемых слоёв, наличием разного вида дефектов, своеобразием механизмов разрушения материала. Перечисленные выше факторы отражаются на прочностных характеристиках получаемых материалов.
Наиболее распространёнными материалами для получения изделий методом FDM-печати, являются пластики. Примером часто применяемого при 3Д-печати пластика является АБС-пластик. Поэтому целью данной работы является исследование прочностных характеристик материала, получаемого FDM-печатью с использованием АБС-пластика.
Описание методики и условий изготовления образцов.
Материал, получаемый FDM-печатью, может иметь разную структуру, но она обязательно будет состоять из совокупности объёмов с однонаправлено уложенными нитями. Это определяется технологическими особенностями реализации FDM-печати. Следовательно, для того, чтобы определиться с прочностными свойствами материала получаемого FDM-печатью, надо в первую очередь исследовать прочность модельного материала с однонаправлено уложенными нитями. Для того, чтобы оценить прочностные характеристики материала и анизотропию свойств испытания необходимо провести вдоль и поперёк направления укладки нитей.
Форма и размеры образцов для испытаний на растяжение принимались в соответствии с ГОСТ 11262-80 “Пластмассы. Метод испытания на растяжение”. Для проведения исследований выбран образец второго типа (рис.1). 3D-печать производилась с использованием мононити из пластика ABS+ производителя СтримПласт, поставляемой по Техническим условиям – ТУ 2291-001-24687042-2016. В соответствии с этими техническими условиями мононить должна обладать прочностью при растяжении не менее 47 МПа и печать должна осуществляться в интервале температур 220-2500С.

Рис.1 Эскиз образца для проведения испытаний на растяжение.
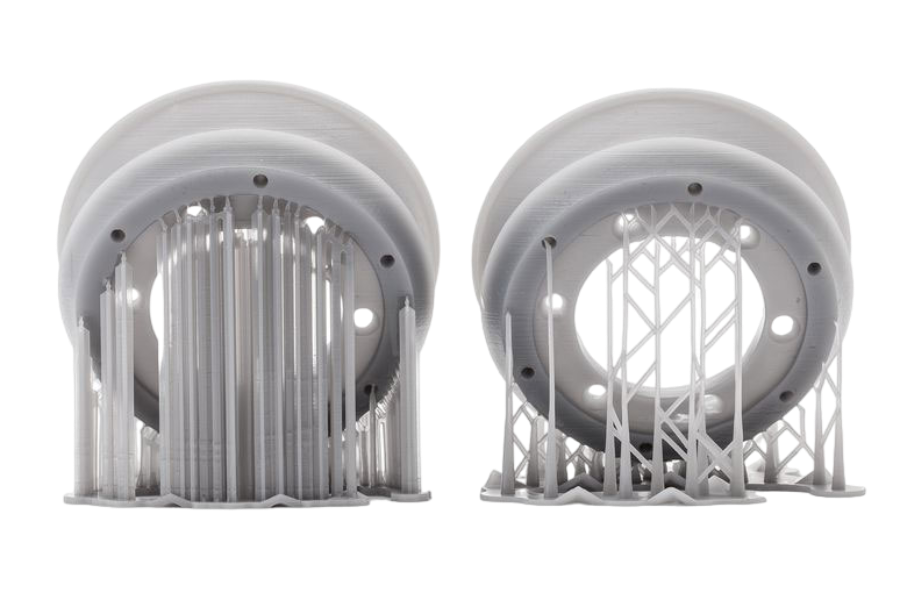
3Д-печать позволяет сразу изготавливать образцы для проведения испытаний на прочность при растяжении, минуя этапы получения первичной заготовки и последующей вырезки из неё образцов. Порядок укладки нити (G-код) готовился в программе Simplify3Dверсии 4.0 по ГОСТ 20999-83 «Устройства числового программного управления для металлообрабатывающего оборудования. Кодирование информации управляющих программ» с учетом расположения нитей в рабочей части образца вдоль или поперек направления растяжения. FDM-печать осуществлялась на 3Д-принтере PicasoDesignerPro250 с диаметром сопла экструдера 0,3 мм.
Перед печатью для улучшения адгезии материала стол покрывался специальным связующим марки The3D. Температура стола составляла 1100С, а температура сопла экструдера – 2400С. Печать осуществлялась по трём режимам:
- Режим 1: при скорости движения сопла экструдера Vс=30 мм/сек и толщине укладываемого слоя нити hсл=100 мкм;
- Режим 2: при скорости движения сопла экструдера Vс=45 мм/сек и толщине укладываемого слоя нити hсл=150 мкм;
- Режим 3: при скорости движения сопла экструдера Vс=60 мм/сек и толщине укладываемого слоя нити hсл=200 мкм;
Полученные образцы испытывались на растяжение при скорости раздвижения зажимов испытательной машины, соответствующей 1±0,5 мм/сек (минимальная скорость раздвижения зажимов испытательной машины, предусмотренная ГОСТ 11262-80).
Обсуждение полученных экспериментальных данных.
Экспериментальные данные по результатам испытания материала, полученного FDM-печатью с использованием АБС-пластика, вдоль и поперёк укладки нитей представлены на рис. 2. Из представленных данных видно, что прочность на растяжение материала, полученного по всем трём режимам 3Д-печати в направлении укладки нитей близка по своим значениям и находится на уровне 31-33,5 МПа. Если использовать данные производителя по прочности используемой при FDM-печати мононити (47 МПа), то эти значения примерно на 31% ниже. Однако для проведения более корректного сравнения уровней прочности этих двух материалов необходимо уточнить насколько условия испытания мононитей совпадают с условиями их нагружения в модельном материале.
Прочность модельного материала поперёк укладки нитей существенно ниже и сильнее зависит от режимов FDM-печати (рис.2). Скорость движения сопла экструдера в совокупности с толщиной укладываемого слоя влияют на прочность сцепления нитей. Связано это с распространением тепла от сопла в материал. При большой скорости печати в любой момент времени в конкретной точке пластику передается меньше тепла, нежели при малой скорости. Если производить печать малого слоя на низкой скорости, то тепла может отдаваться слишком много. Это увеличит адгезию, но возникнет вероятность образования дефектов в виде наплывов пластика. И наоборот: если производится 3Д-печать с большей толщиной слоя на высокой скорости, тепла может быть недостаточно для образования хорошей адгезии между нитями.
Высказанное предположение подтверждается полученными экспериментальными данными (рис.2). На режиме 1 (минимальная скорость печати и толщина, укладываемого слоя) прочность модельного материала поперёк укладки нитей максимальна и составляет 20,2 МПа (67% от прочности материала вдоль укладки нитей), на режиме 2 – 14 МПа (41% от прочности материала вдоль укладки нитей) и на режиме 3 – 15,9 МПа (51% от прочности материала вдоль укладки нитей). То есть при переходе от режима 1 к режиму 2 3Д-печати происходит снижение прочности на растяжение образцов с поперечной укладкой нитей, в результате более сильного влияния увеличенной толщины укладываемого слоя нитей, чем увеличение скорости печати. А при переходе от режима 2 к режиму 3 преобладающее влияние оказывает увеличение скорость печати, что приводит к небольшому повышению прочности материала (рис.2).

Рис. 2 Зависимость прочности на растяжение σрмодельного материала с продольной и поперечной укладкой нитей, полученного при разных режимах 3Д-печати (Режим 1 – Vс=30мм/сек, hсл=100 мкм; Режим 2 – Vс=45 мм/сек, hсл=150 мкм; Режим 3 – Vс=60 мм/сек, hсл=200 мкм.)
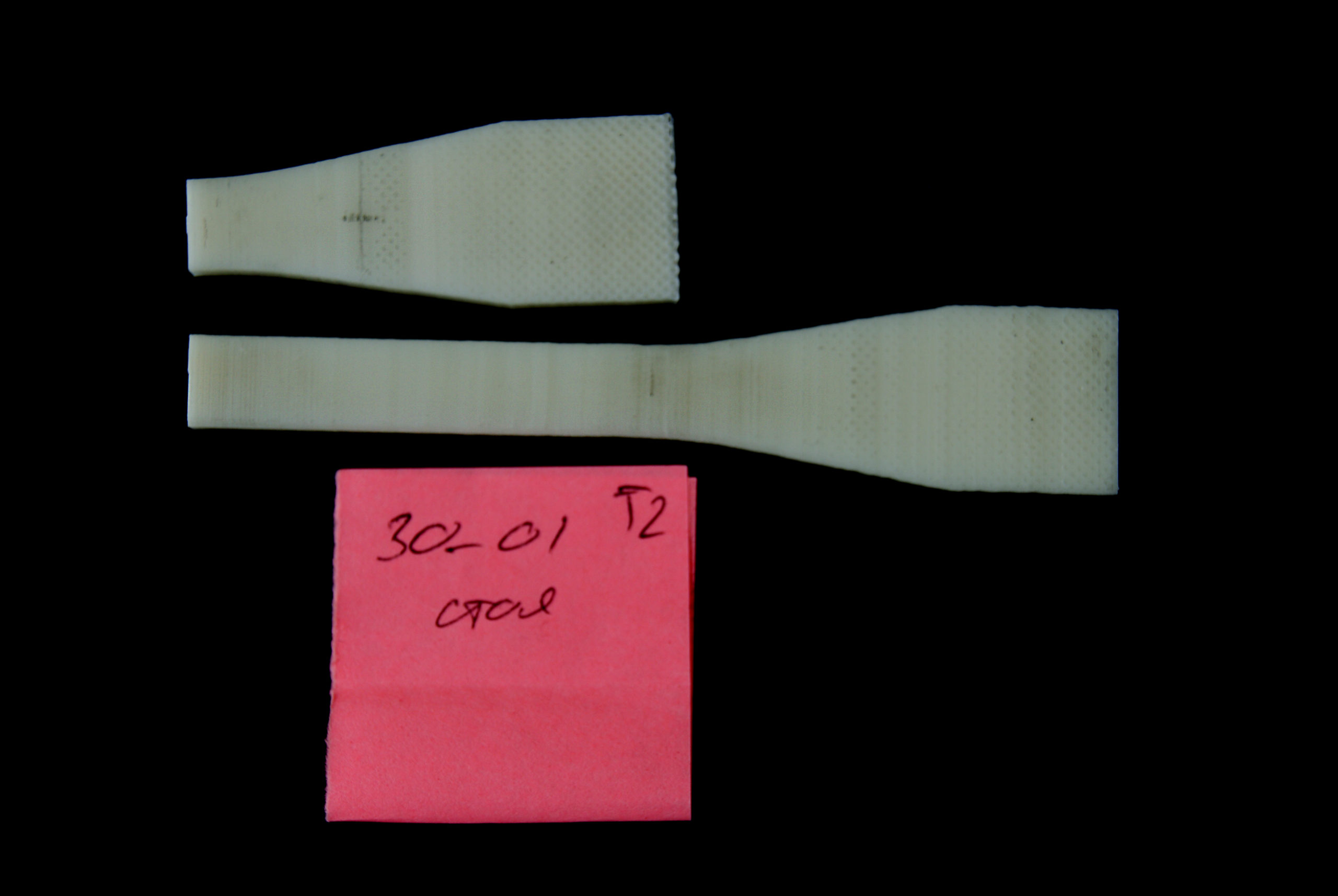
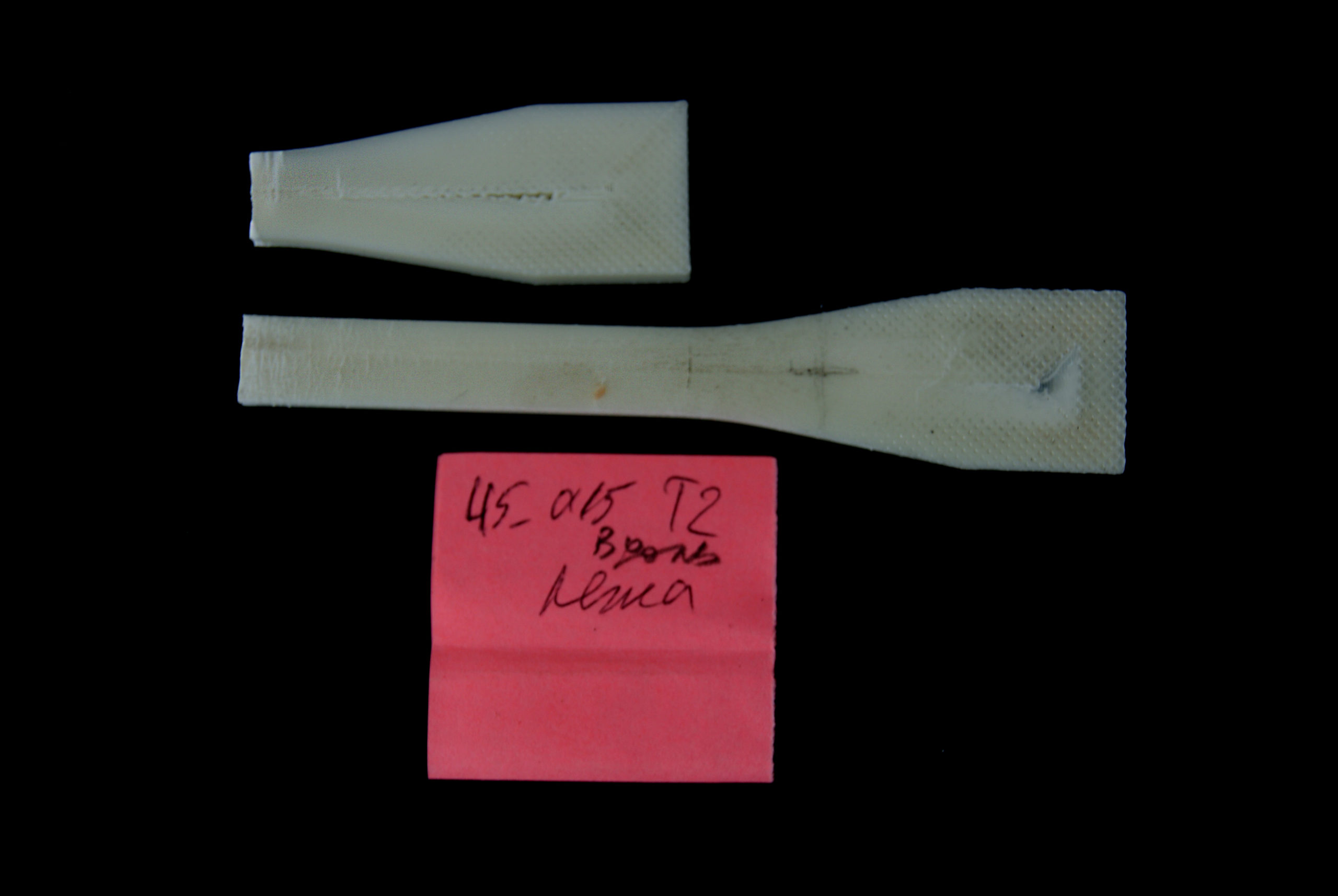
Образцы модельного материала с продольной и поперечной укладкой нитей имеют разный вид диаграммы растяжения и поверхности разрушения. Если диаграмма растяжения образцов с поперечной укладкой нитей имеет характерный вид для хрупкого разрушения, то на диаграмме растяжения образцов с продольной укладкой волокон после небольшого снижения усилия растяжения, после достижения максимума, наблюдается постепенное его падение до момента разрушения образца.

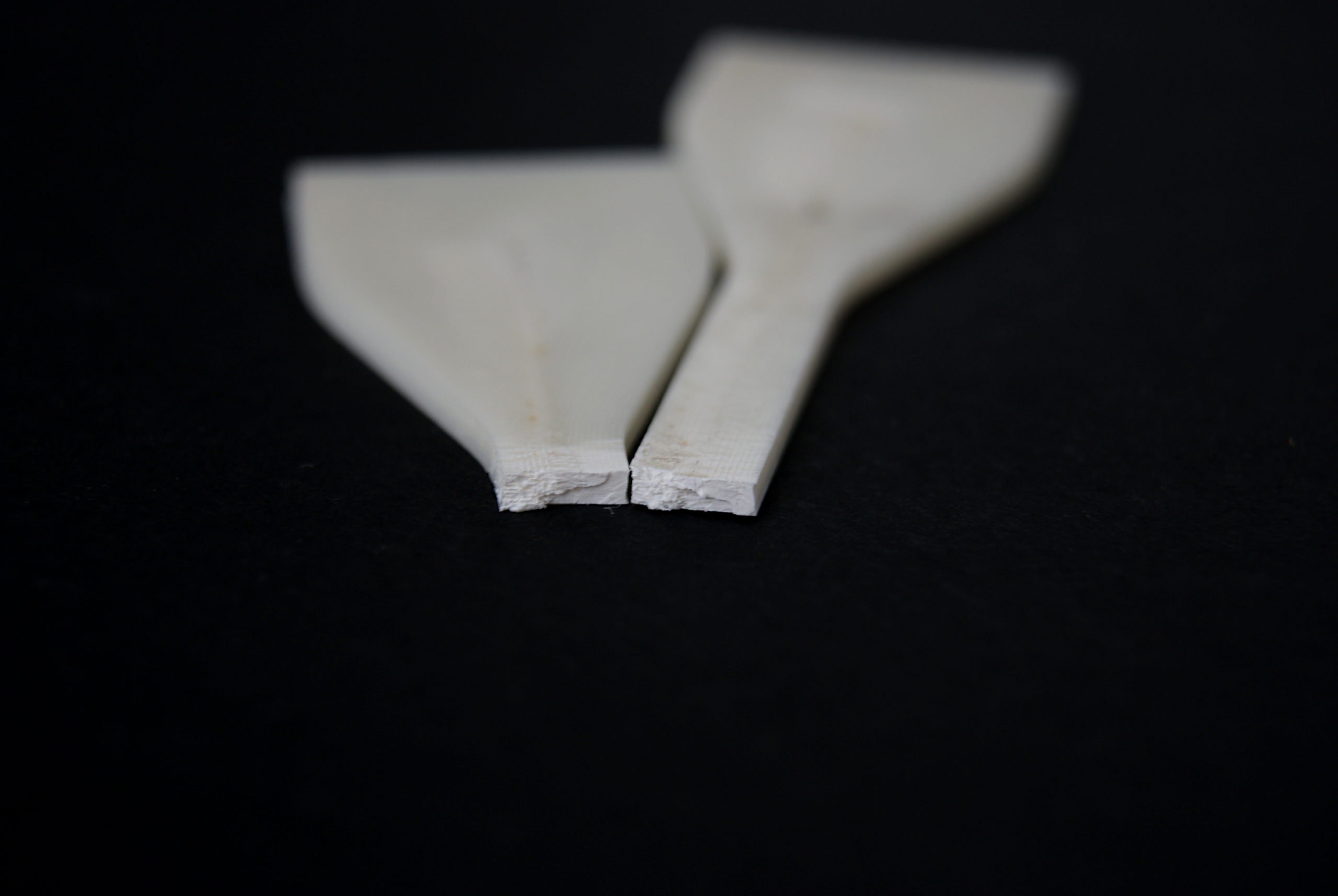
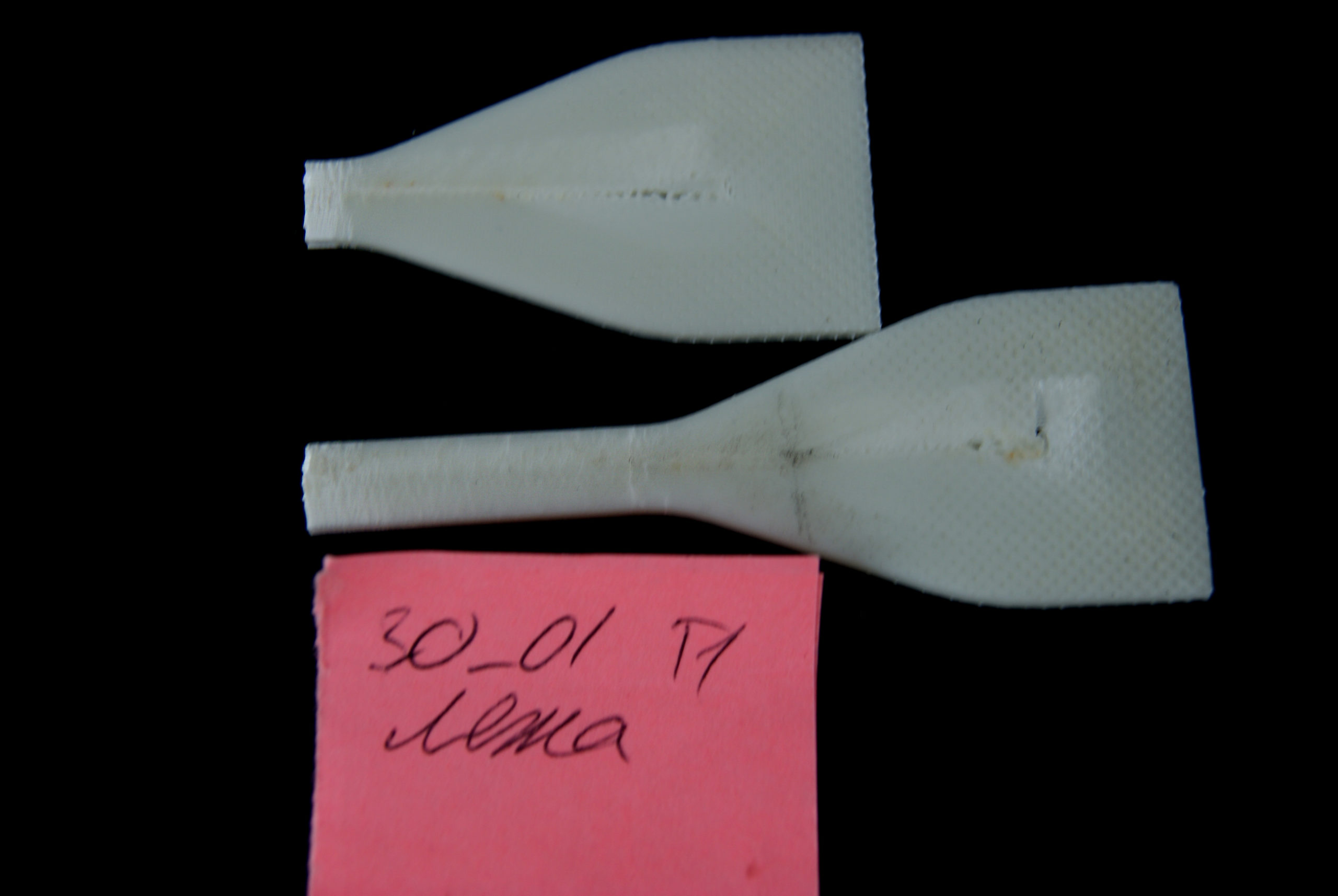
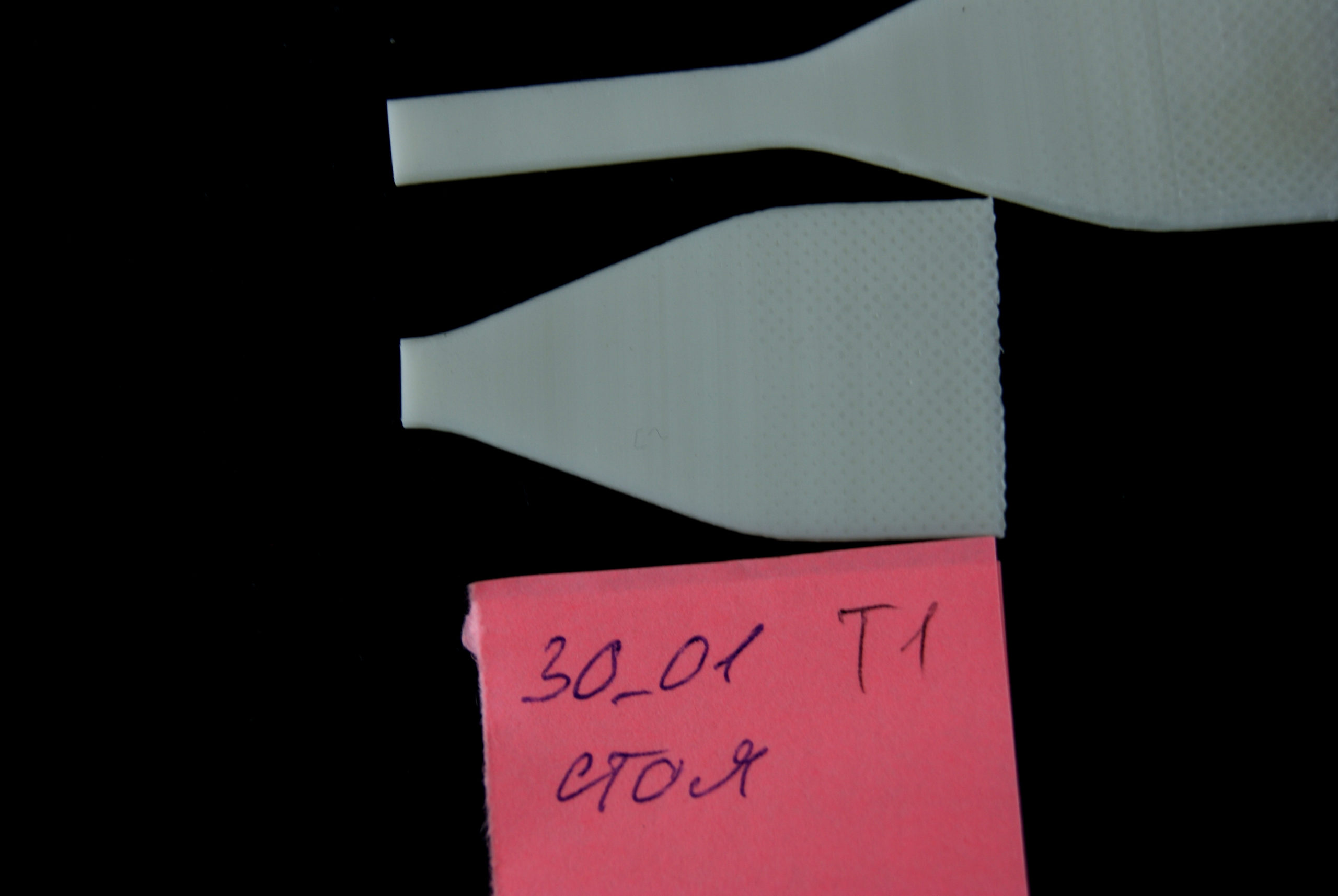
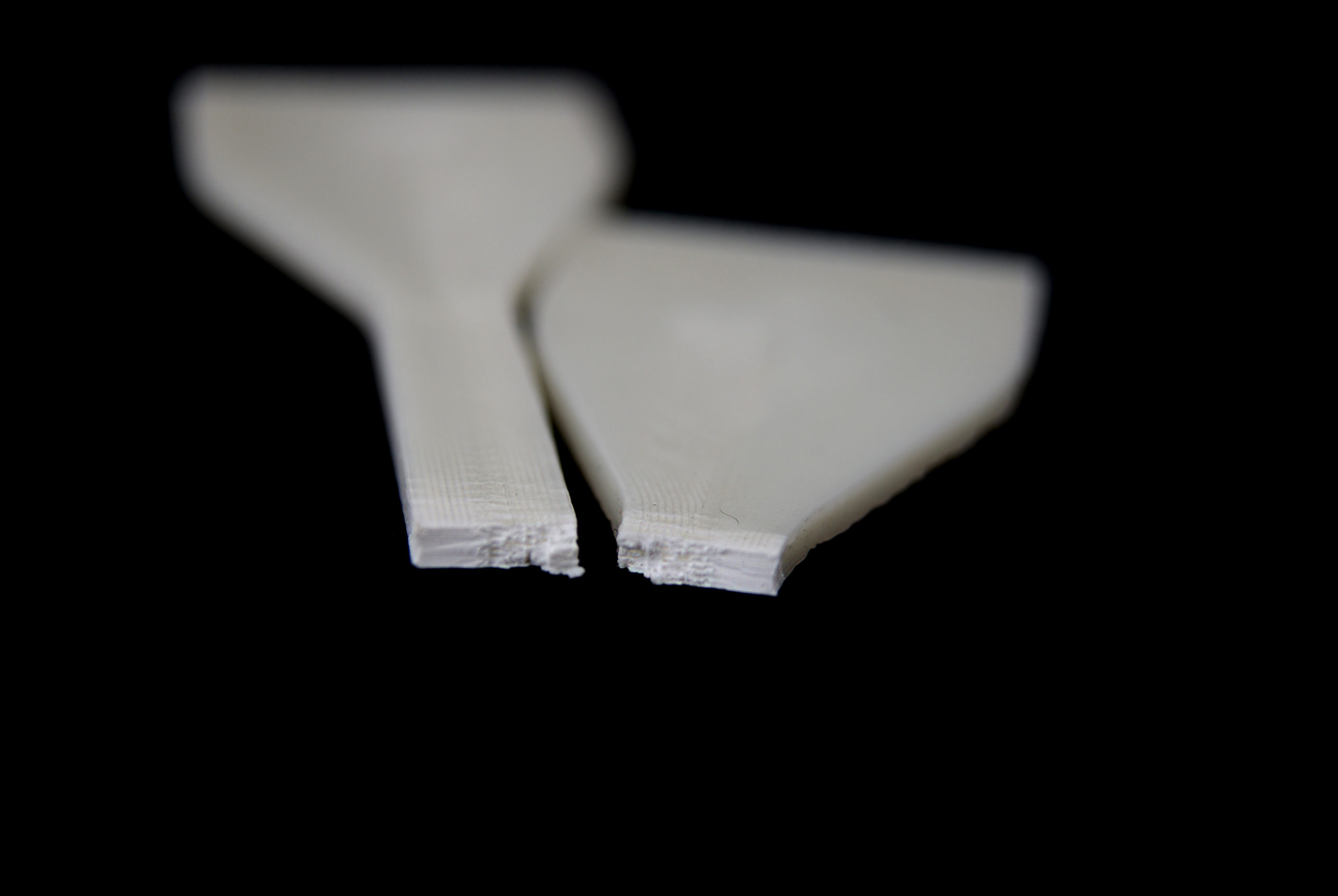
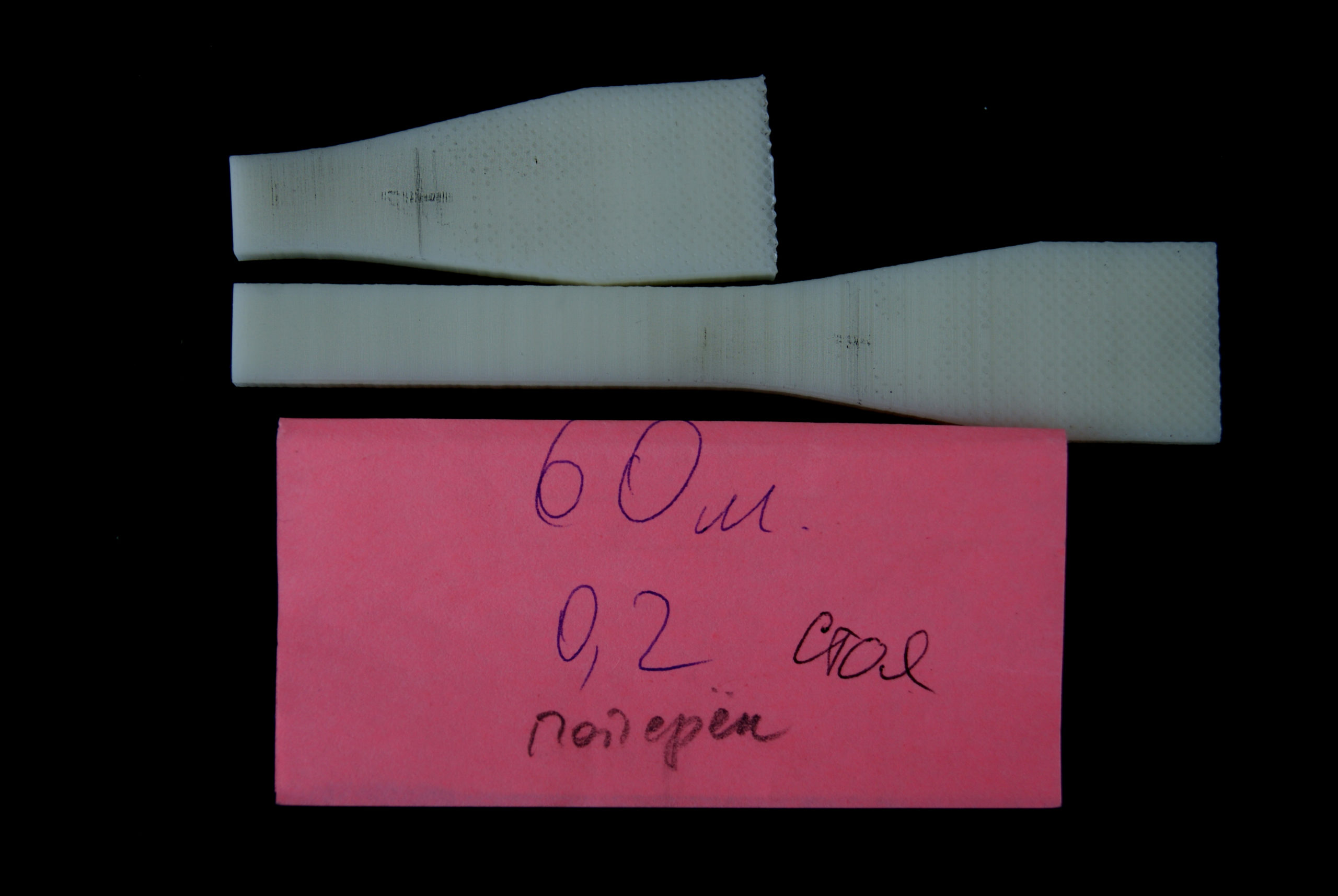
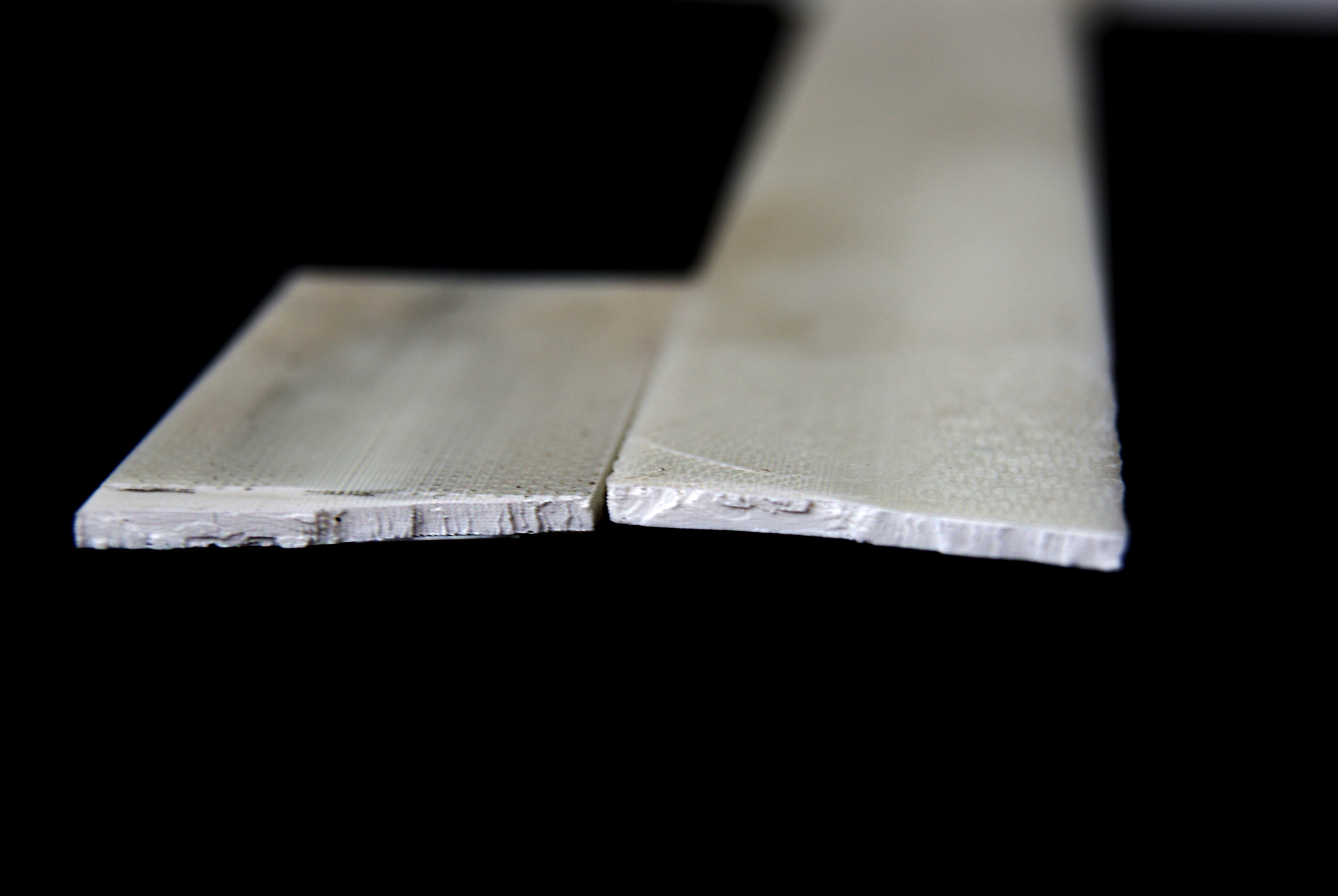
Рис. 3 Характер разрушения образцов с поперечной (а) и продольной (б) укладкой нитей.
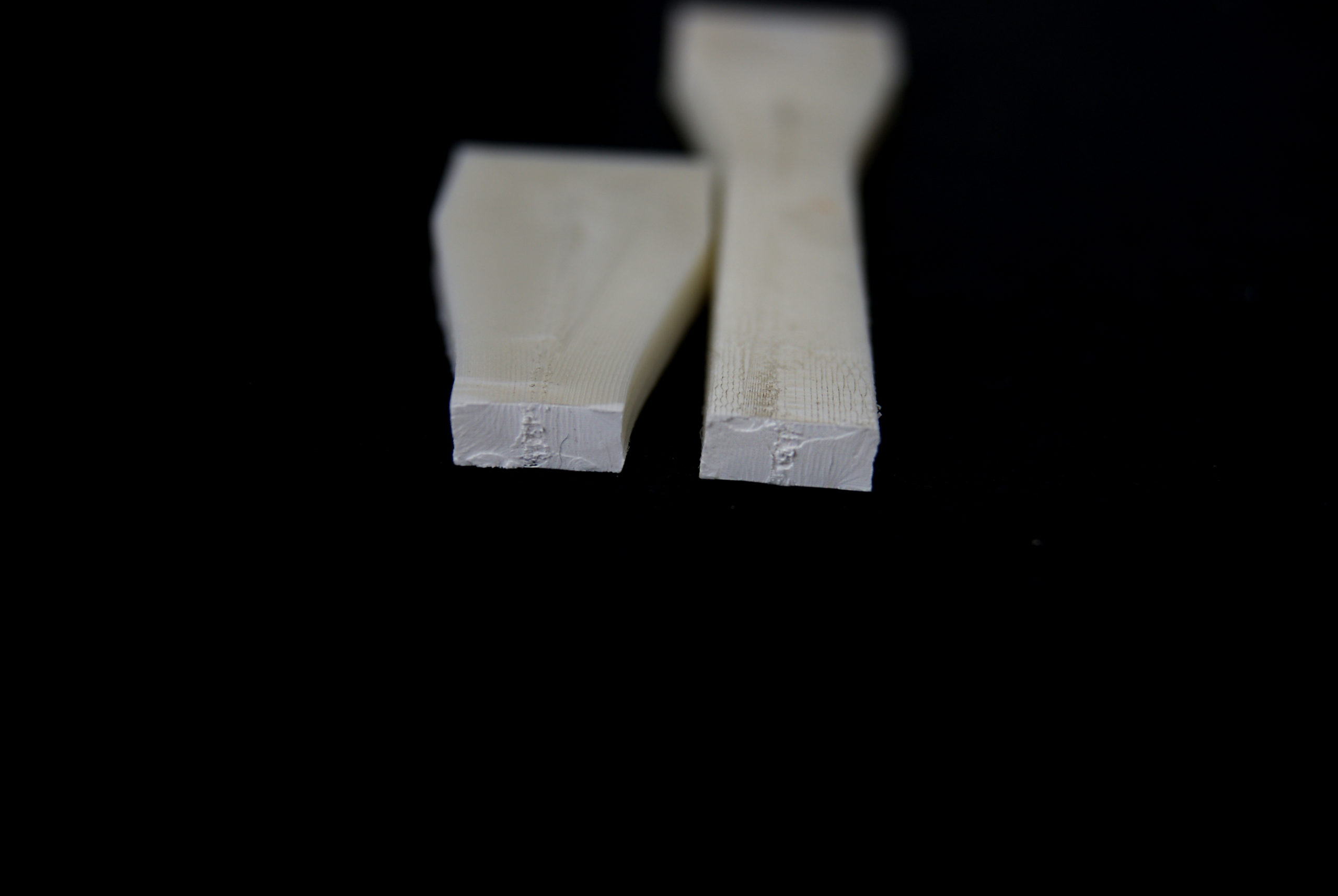
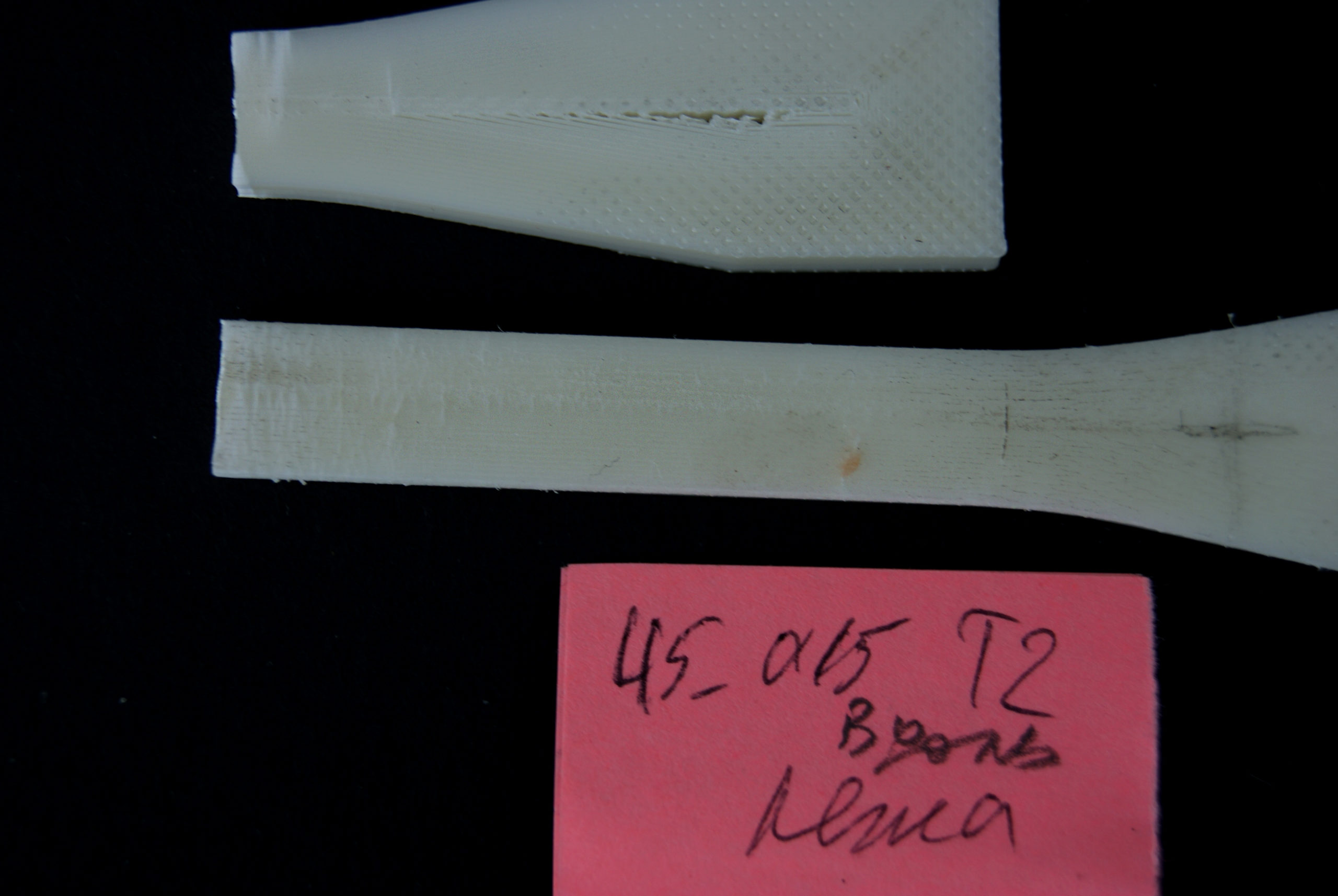
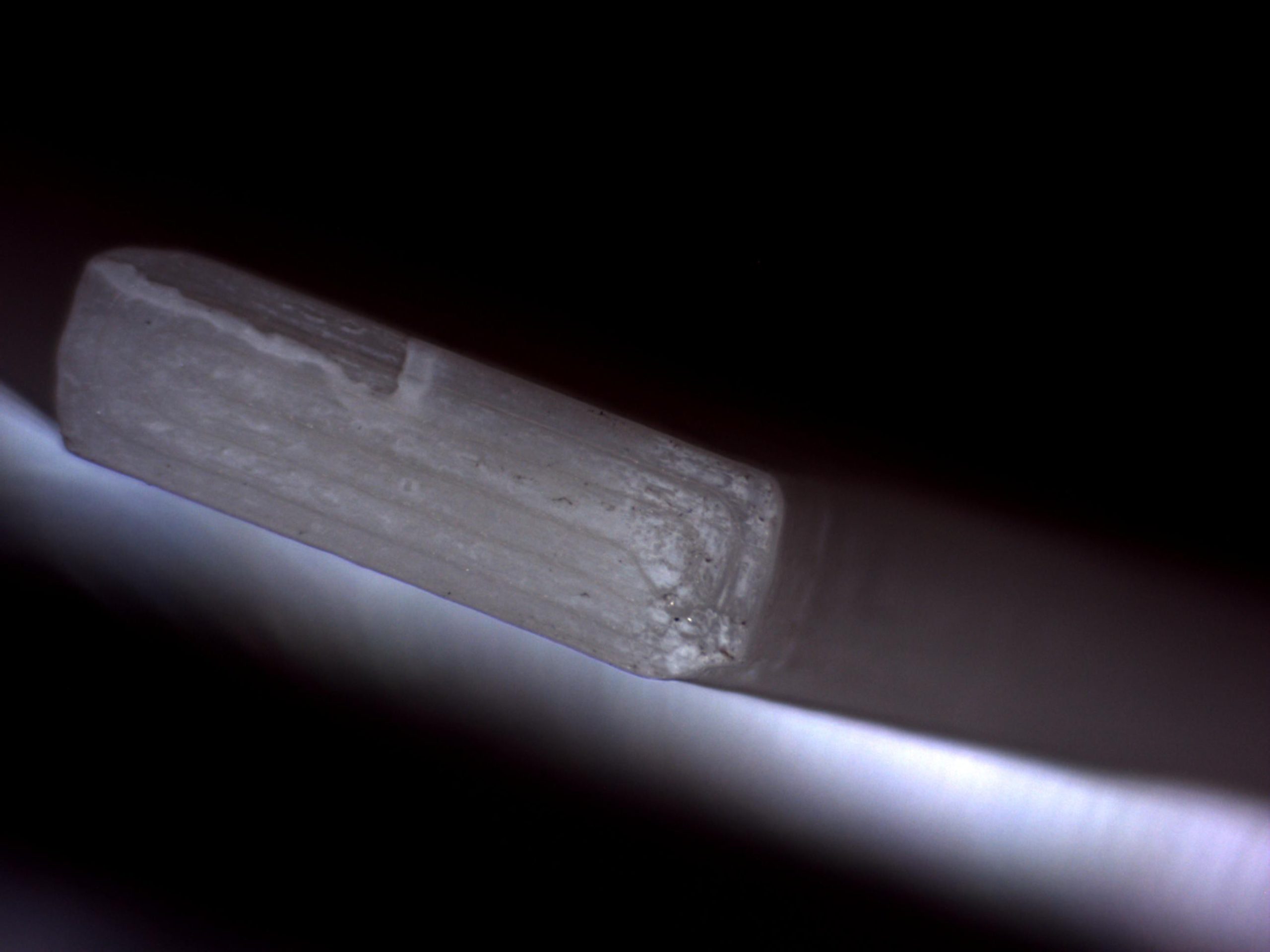
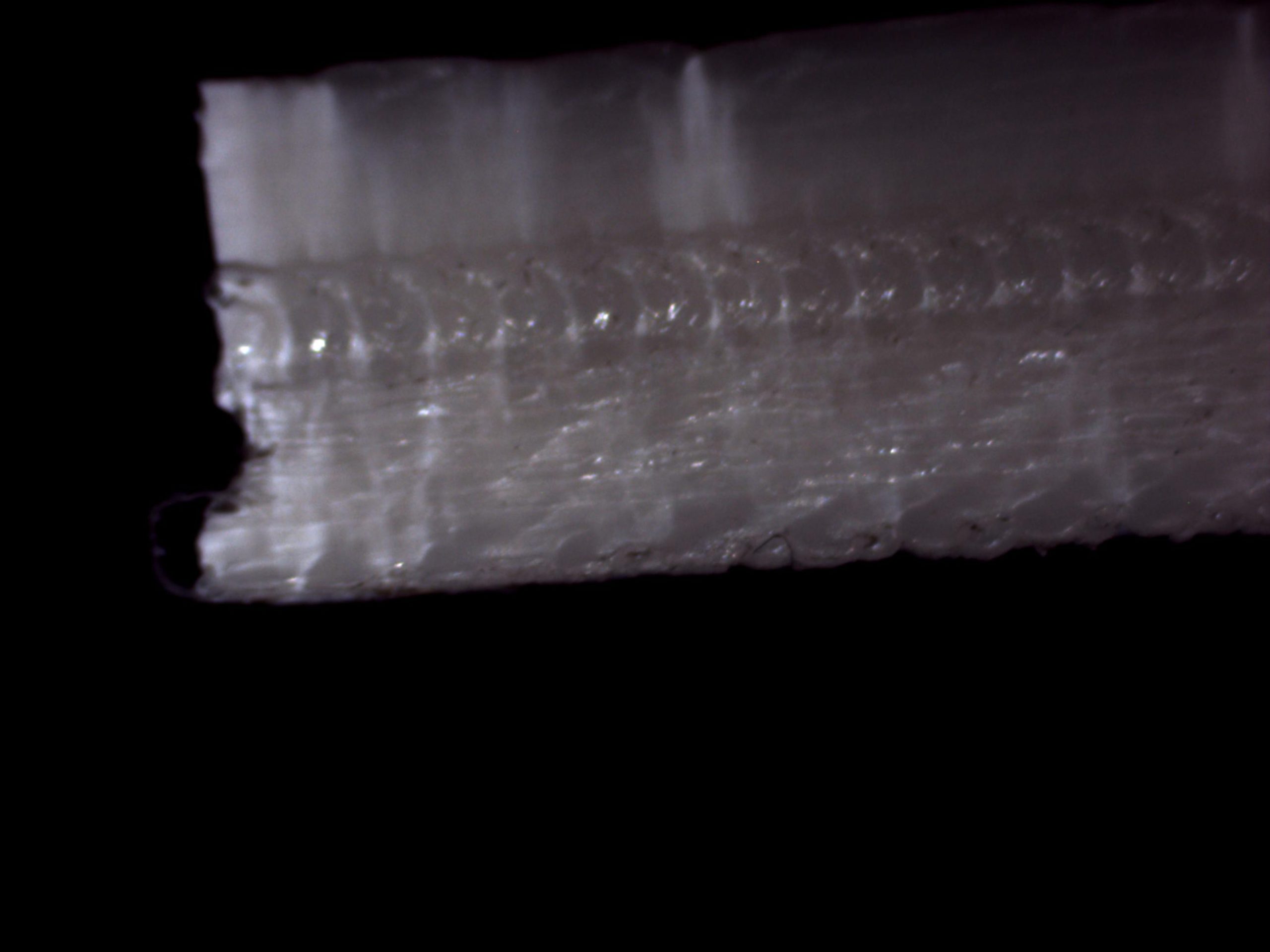
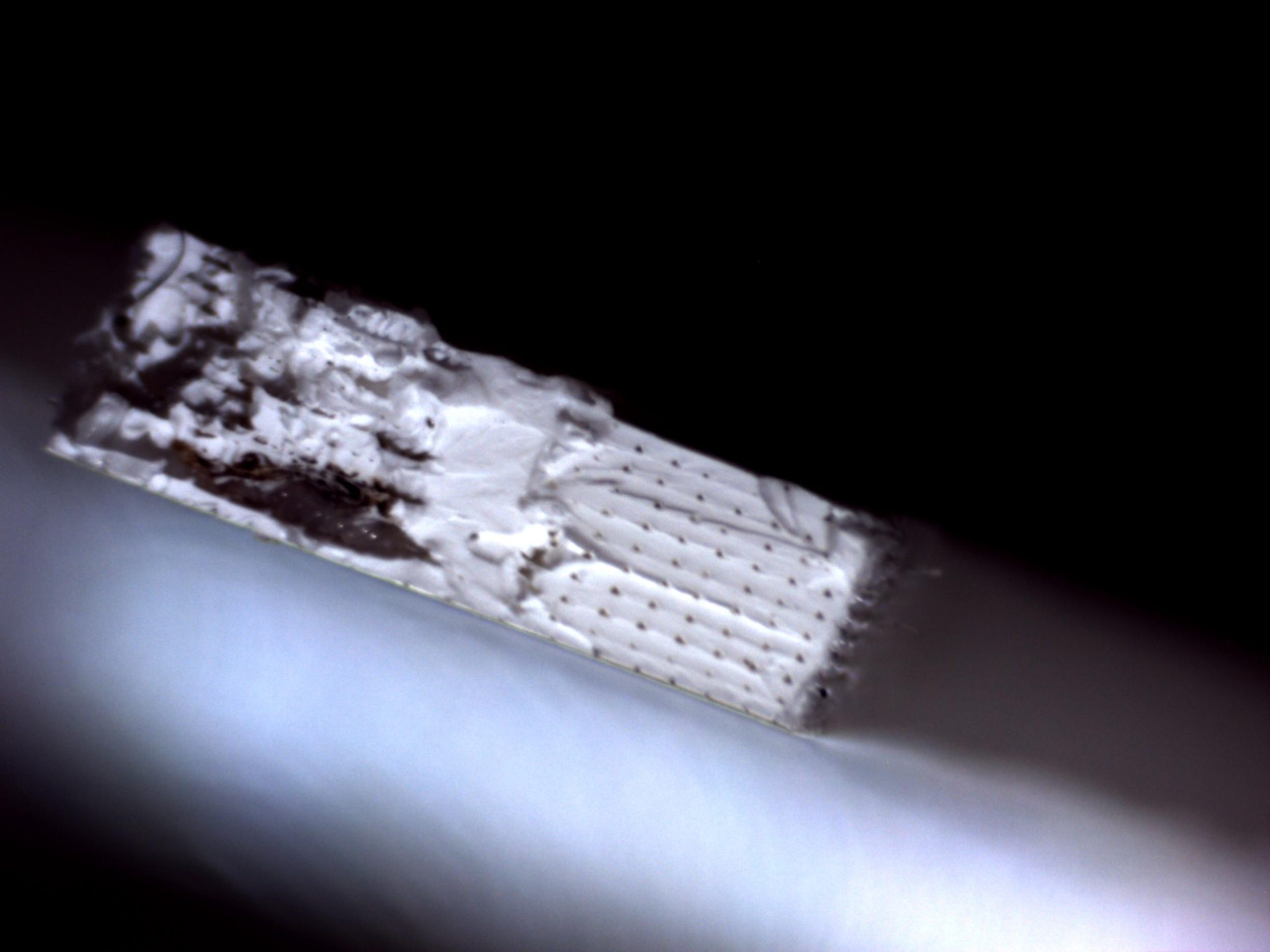
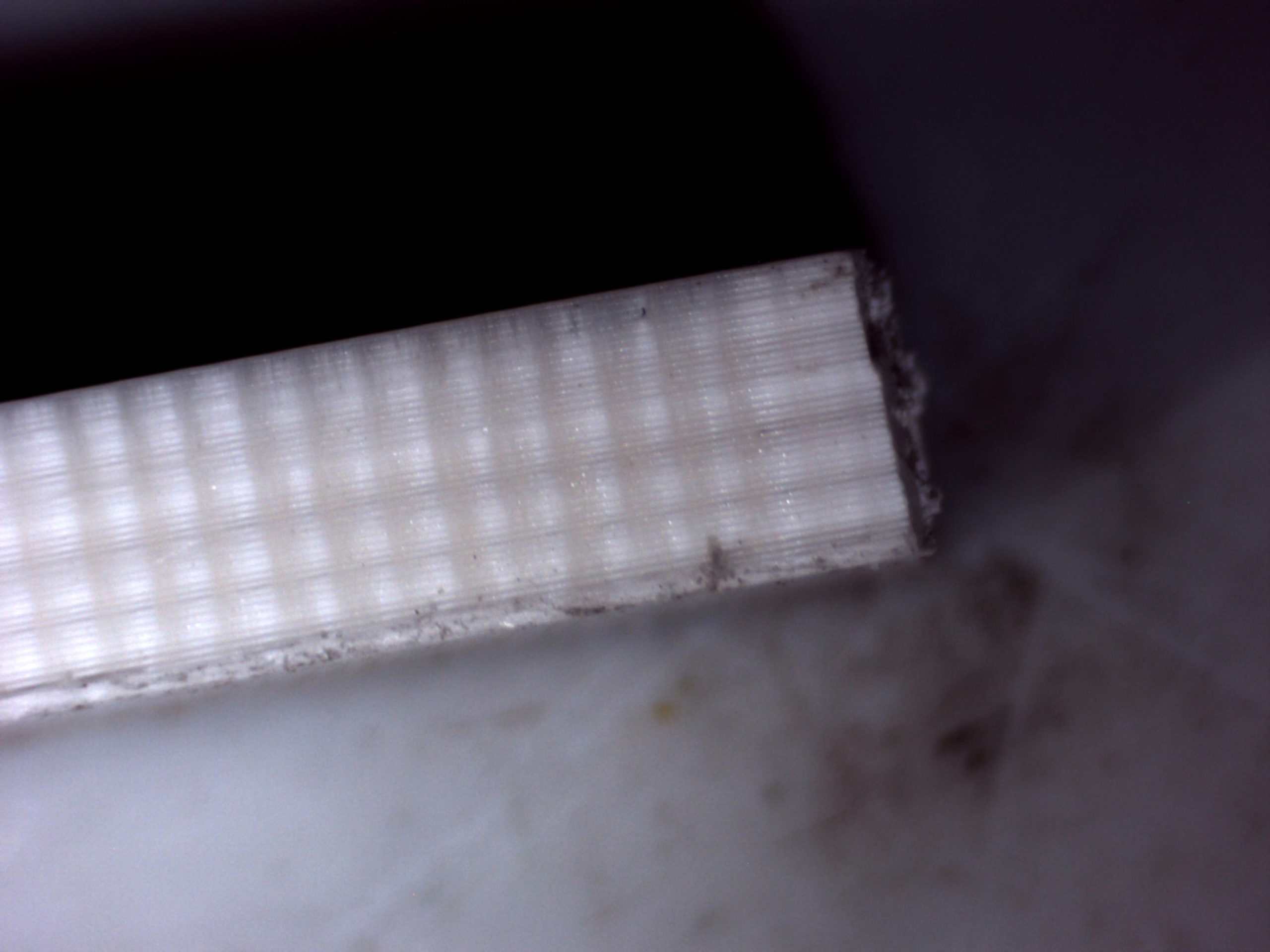
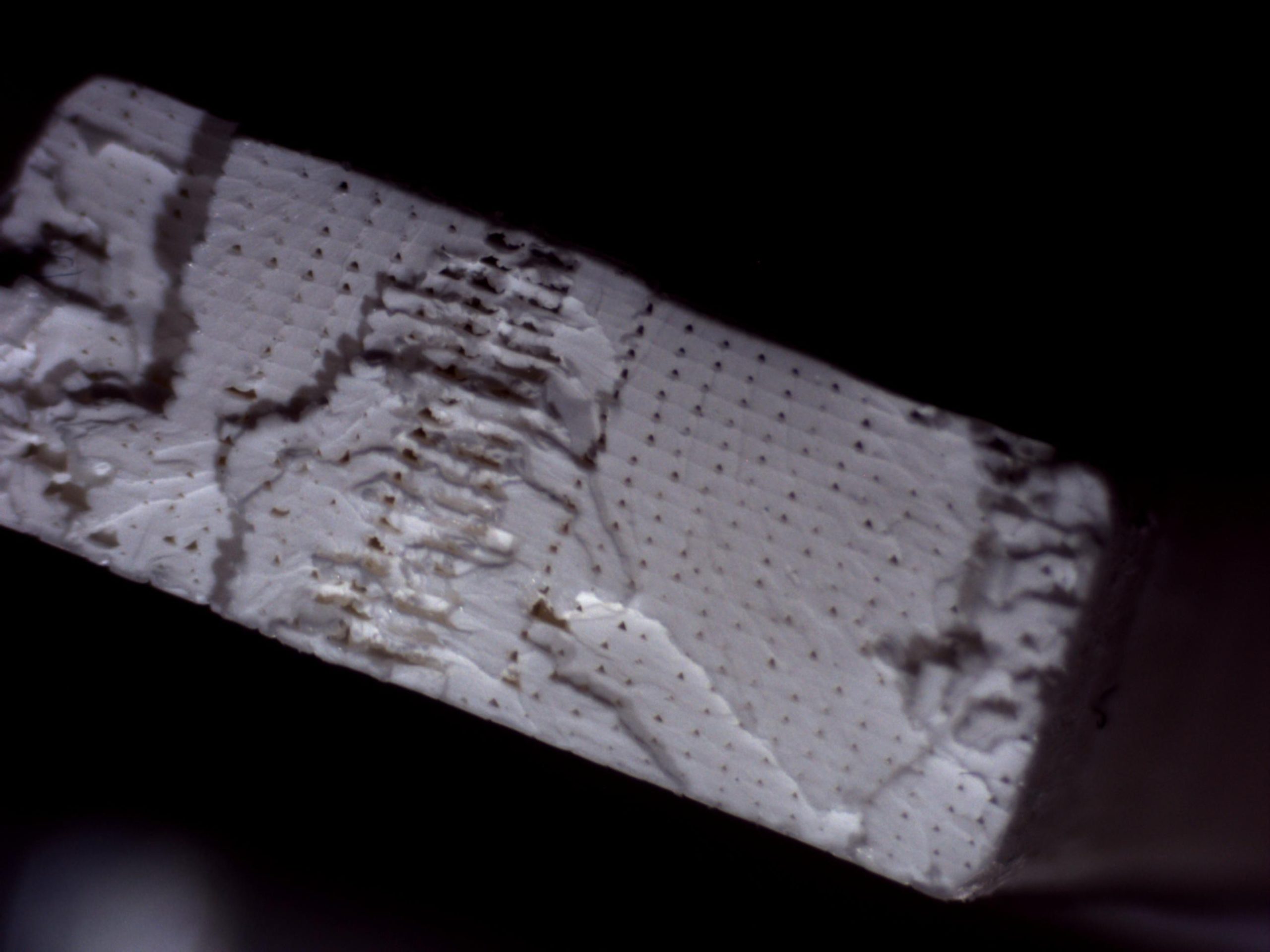
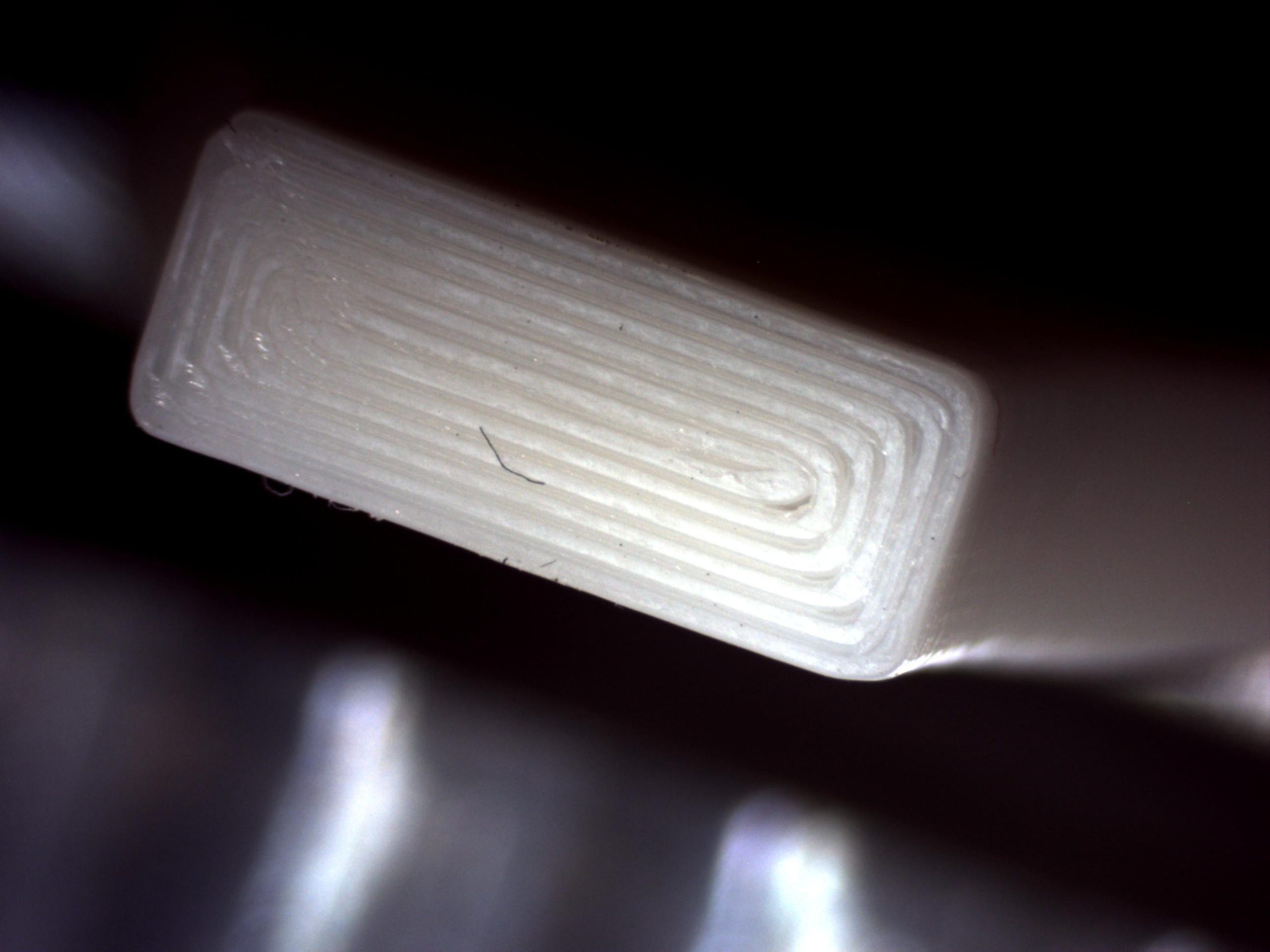
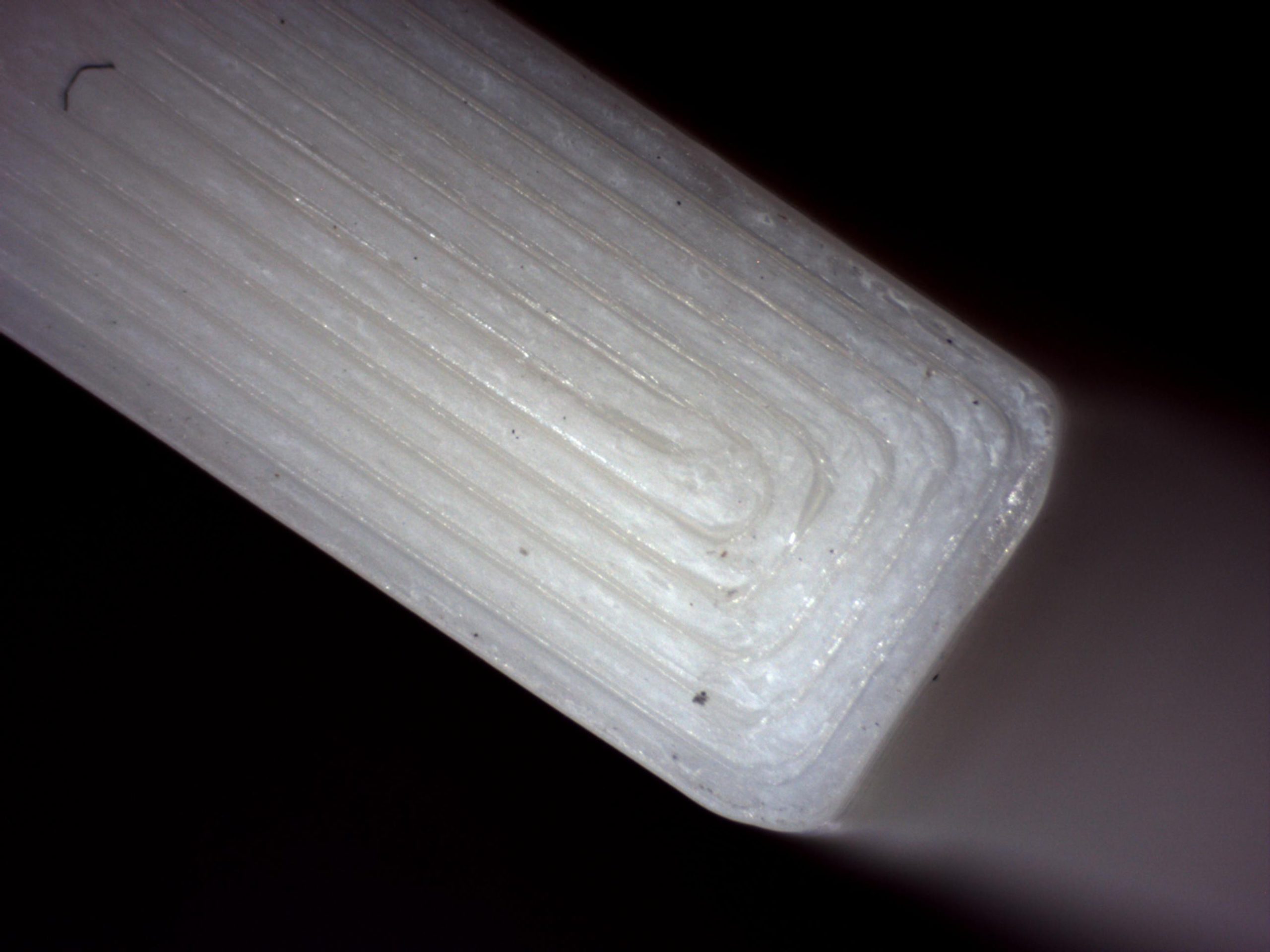
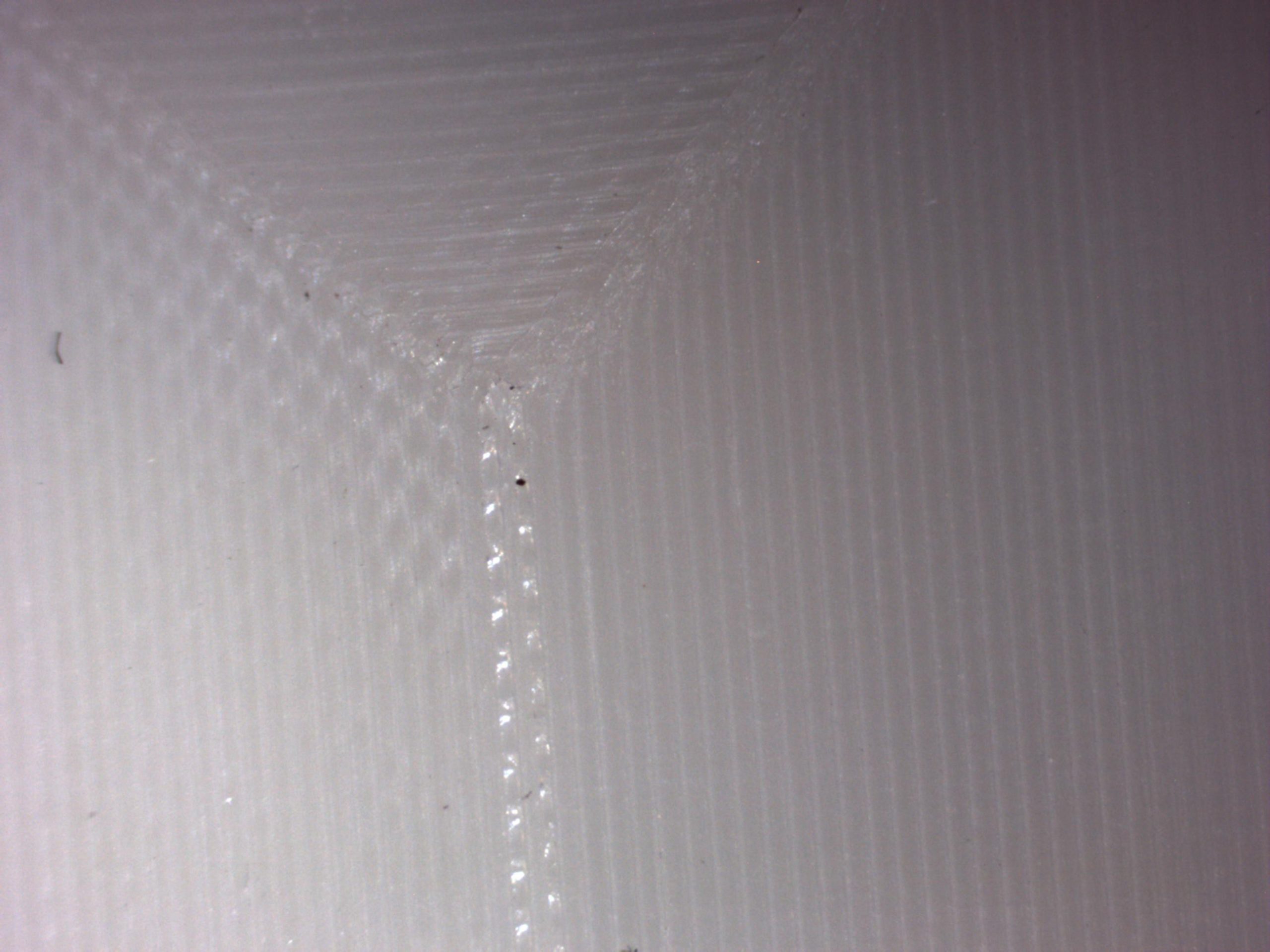
Образцы с поперечной укладкой волокон (рис.3а) имеют абсолютно плоскую поверхность разрушения, а у образцов с продольной укладкой волокон (рис.3б) наблюдается развитая поверхность разрушения. При исследовании этих изломов на оптическом микроскопе видно, что разрушение материала с поперечной укладкой волокон происходит в одной плоскости (рис. 4а) по поверхности уложенных нитей. Излом модельного материала с продольной укладкой волокон (рис. 4б) имеет развитый характер. Разрушение идет в разных плоскостях и на изломе наблюдаются как участки накопления повреждений, так и плоские зоны, характерные для магистрального распространения трещин.

Рис. 4 Вид излома образцов с поперечной (а) и продольной (б) укладкой нитей.
Заключение
- Для модельного материала, полученного FDM-печатью с использованием АБС-пластика, при укладке нитей вдоль направления приложения нагрузки не выявлено зависимости прочности на растяжение от режимов 3Д-печати. Прочность на всех режимах печати составила 31-33,5 МПа, что примерно на 31% ниже прочности мононитей, заявленной производителем.
- Прочность модельного материала с поперечной укладкой нитей составляет 41-67% от прочности, полученной при испытании вдоль укладки волокон. Эта прочность зависит от режимов 3Д-печати. Максимальное значение – 20,2 МПа – получено на режиме 1, при скорости движения сопла экструдера Vс=30 мм/сек и толщине укладываемого слоя нити hсл=100 мкм, а минимальное значение – 14 МПа – наблюдается на режиме 2, при Vс=30 мм/сек и hсл=100 мкм.
- Образцы модельного материала с продольной и поперечной укладкой нитей имеют разный характер и вид поверхности разрушения:
- при их поперечной укладке наблюдается абсолютно плоская поверхность разрушения по стыку наплавленных нитей, и, следовательно, величина адгезии между ними является важнейшим фактором, влияющим на значение прочности;
- при их продольной укладке излом материала имеет развитый характер как с участками накопления повреждений, так и с зонами магистрального распространения трещин. Материал с продольной укладкой нитей при дальнейших исследованиях целесообразно рассмотреть как пучок связанных волокон, что может позволить раскрыть механизмы разрушения подобного материала.
Литература
- ГОСТ Р 57558-2-017 “Аддитивные технологические процессы. Базовые принципы”Испытанные образцы:
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
- SONY DSC
-

- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-

- SONY DSC
-

- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-
- SONY DSC
-

- SONY DSC
-
Излом образцов под микроскопом:




















Автор: Studia3D Aggregator
Другие статьи от Studia3D Aggregator