Введение.
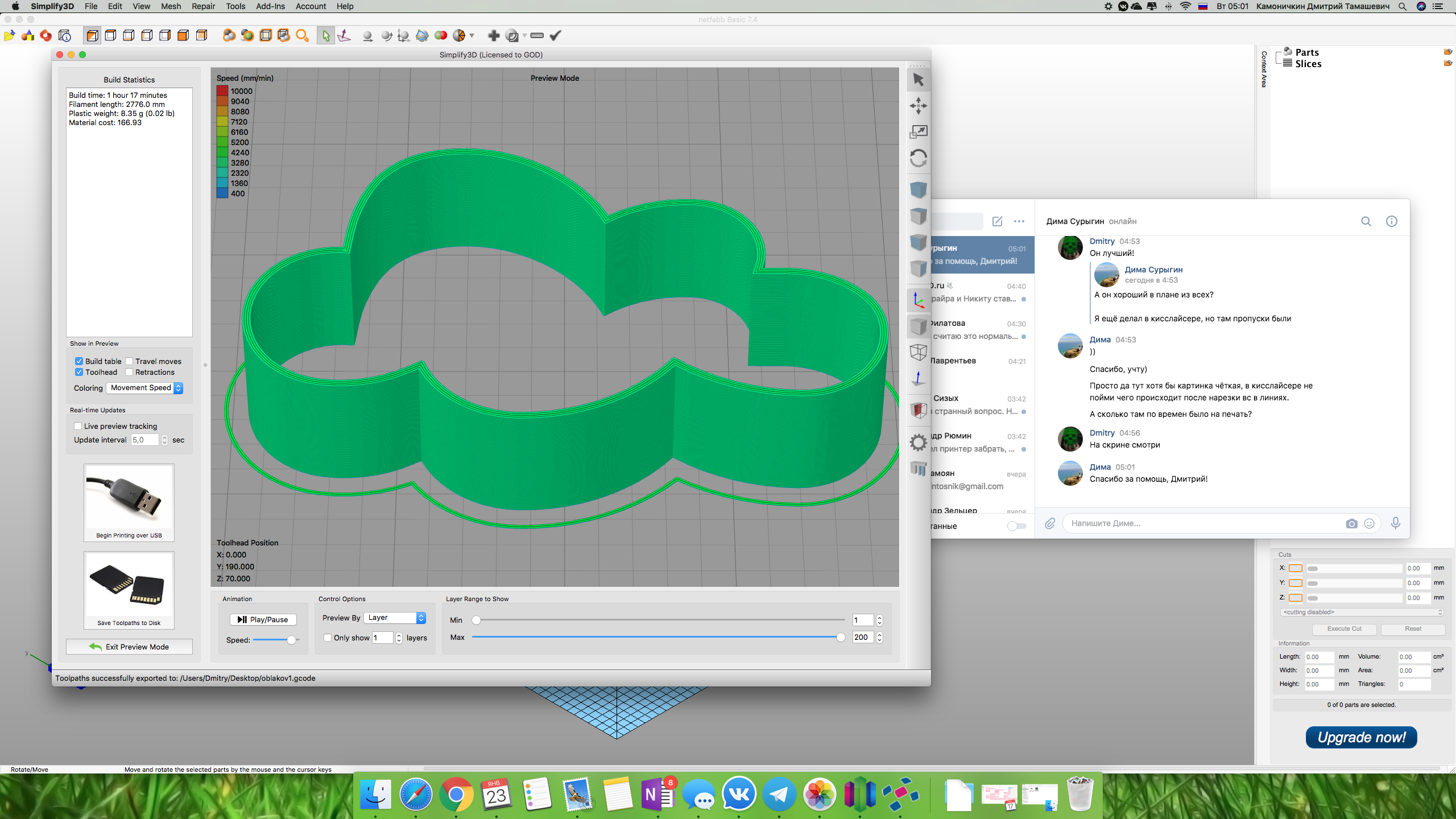
Сижу в пять утра, работаю, а тут на тебе, письмо пришло. Человек не может подготовить задание для 3D-принтера на печать. Просит о помощи. Ты время то видел? Полигон не работает, Кислайсер тоже, а человек мучается, думаю дай помогу. Результатом моей помощи была благодарность и хорошо напечатанная деталь. А я по суди палец о палец не ударил, всего лишь залил модель в Simplify и подготовил к печати модель через ранее настроенный мною профиль. Но когда сидишь в 5 утра и работаешь, даже такая мелочь отвлекает.
Обращаем внимание, что мануал представлен для Simplify3D V4. Simplify3D V5 поддерживает все профили для четвертой версии.
Решил написать свой манул, потому что в интернете информации, особенно на русском языке достойной так и не нашёл. Есть одно видео, но объясняет коллега как-то долго и затянуто (ссылка на видео ниже). Наверное я привык воспринимать информацию в виде текста. Похоже начал стареть.
Меня тоже неоднократно просили записать отдельное видео по объяснению всех особенностей программы, но я решил написать текстовую статью. Почему? Потому что удобнее использовать статью, если что-то забыл. В качестве примера я привожу версию для macOS.
[Обновлено 29.05.2023] — полное видео я записал в рамках онлайн школы, которая запущена на отдельном домене.
Вводную часть я хочу начать с причины: почему я использую Simplify3D.
- Программа очень удобна в обращении.
- Нет равных по скорости подготовки кода.
- Хорошо справляется с большими моделями (другие слайсеры просто зависают на веки). Однако, мощности Вашего компьютера должно быть достаточно. Хотя это не новость. Надо понимать, что мы работаем с 3D-моделями. Для таких работ компьютер по умолчанию должен быть максимально мощный.
- Возможность работать с процессами. На момент написания статьи у аналогов нет такой возможности. Процессы позволяют задавать разные параметры печати на разные слои.
Запуск программы.
И так начнём. А начнём мы с того, что научимся различать, что такое профиль, а что такое процесс в симпли.
Профиль — это базовый файл, который содержит в себе основные настройки принтера: размер рабочей области, начало координат, количество экструдеров, температурные режимы под разные материалы, start-code, end-code и т.п. Все это можно настраивать и менять при подготовлен g-code, при этом базовые настройки подтягиваются именно из профиля.
Однако за подготовку G-Code отвечает не профиль, а закреплённый за этим профилем процесс или при необходимости несколько процессов. В процессе задаются все остальные параметры печати: высота слоя, количество поддержек, скорость печати и т.п. Надо заметить, что профиль один, а процессов может быть неограниченное количество. Например если есть необходимость половину детали печатать высотой слоя 0,3 мм, а половину 0,2 мм. Или часть детали должна иметь заполнение 20%, а часть 50%.
Практически под любой 3D-принтер профиль и процессы можно создать вручную, об этом и пойдёт речь в этой статье. Если Вам лень читать или обстоятельства не позволяют уделить время изучению данной статьи, Вы можете отправить запрос на подготовленные профили на почту dmitry@kamonichkin.ru. Все остальные, читаем далее.
Я не буду заострять внимания на установке программы, потому что если Вы не умеете устанавливать программу на компьютер, то Simplify3D изучить Вам не предречено.
Открываем программу и видим главный экран.

На картинке я показал, что значит каждая кнопка. Для упрощения процесса изучения советую всем нажать на каждую кнопку и попробовать, как она работает, предварительно загрузив Вашу 3D-модель. Чтобы загрузить 3D-модель надо нажать на «import» в разделе «список 3D» или тупо перетащить модель в окно программы.

Что надо сделать сразу?
Перел работой в Simplify3D я работал и в других слайсерах. Практически везде скорость показывается в миллиметрах в секунду. Почему то в Simplify3D этот параметр измеряется в других единицах. Чтобы исправить этот недуг, надо зайти в настройки.

Пробежимся по остальным кнопкам:
Unit system — Выбор системы измерений. Собственно выбираем в какой системе измерений удобней работать в Inches — дюймах или Millimeters — миллиметрах.
Swap mouse scholl wheel zoom direction — Смена направления прокрутки колесика для приближения/отдаления от модели.
Midle mouse button resets view — При нажатии на колесико (или среднюю клавишу) мыши камера виртуального поля возвращается в стандартное положение.
Save and restore application state — Сохранение состояния программы при выходе из нее и восстановления его при входе;
Check for updates at startup — Автоматическая проверка обновлений;
Mouse/Keyboard Shortcuts — Горячие клавиши.
Пробежимся по вкладкам настроек:

Machine type — Тип принтера. Для обычных декартовых принтеров оставляем по умолчанию Certesianrobot, соответственно для дельта-принтеров выбираем Delta robot.
Build Volume — Размеры области печати.
Origin offset — Смещение нуля. Simplify 3D позволяет скорректировать работу конецевиков. На первый взгляд бесполезная вещь, но иногда может сэкономить время на выставлении их положения.
Homing direction — Положение «дом». Другими словами — начало отсчета осей.
Flip build table axis — Инвертирование направлений осей. Если перепутана полярность обмоток шагового двигателя при сборке принтера, чтобы не перетыкать лишний раз разъем на плате управления принтера, воспользуйтесь данной функцией выставив галочку.
Выбор между Y—axis is vertical и Z—axis is vertical заключается в выборе левой или правой тройки координатных осей. Для каких принтеров это сделано не могу даже догадаться, оставляем Z—axis isvertical по умолчанию.
Automatically scale to correct unit system without prompting — Автоматическое масштабирование под выбранную систему единиц измерений.
Center and arrange models after importing — Расположение по центру платформы загруженных моделей.
Calculte normal independent from imported file — Расчет нормальной независимости из импортируемого файла.
Only show front side of triangles (culling) — Показывать только переднею сторону треугольников из которых отрисовывается модель.
G-Code Preview Quality — Выбор качества пред просмотра модели после слайсинга, соответственно High — высокое качество, Low — низкое качество.
Automatically load preview after slicing — Автоматический вывод модели после слайсинга на предпросмотр;
Include build table in virtual environment — Включение отображения столика в виртуальной среде.
Show extruder retraction moves — Включение отображения движения экструдера в режиме предпросмотра.
Show machine movements in preview — Включение отображения движения экструдера во время печати.
Show toolhead during preview— Включение отображения панели инструментов во время печати.
Vertex Buffer Size (advanced) — Размер буфера точек модели.
Color Setting — Настройки цвета.
Default model color — Цвет модели.
Selected model color — Цвет модели при ее выборе.
Support material color — Цвет поддержки.
Подготовка G-Code (управляющей программы для 3D-принтера)
Создание и настройка процесса
Чтобы подготовить код для 3D-принтера, для начала Вам необходимо создать процесс. Для этого нажмите add в блоке «Список профилей».

Перед нами открывается набор настроек профиля и процесса. Если у Вас открылся не полный набор настроек, а только часть, то нажмите на кнопку Show Adanced. Нет, Вы, конечно, можете пользоваться 3D-принтером и в режиме юзера, а не профессионала, но тогда зачем Вас вообще Simplify3D? В конце концов — это не микроволновка. Разные параметры и настройки могут дать разный результат и свойства детали.
Смысл тут в том чтобы задать настройки диаметра сопла — Nozzle Diameter, множитель экструзии — Extrusion Multiplier и фактическую выдавливаемую ширину расплавленной нити — Extrusion Width, для каждого из них. Для различия экструдеров между собой, каждому нужно проставить свой индекс — Extruder Toolhead Index. Как правильно установить значение фактической ширины экструзии (Extrusion Width) читайте в отдельной статье.
Ooze control — Контроль вытекания пластика из сопла;
Retraction — Втягивание пластика. Обязательно должно быть включено и настроено, иначе модели будут с соплями, нить будет схватываться не тех местах где рассчитывает слайсер и прочее;
Retraction Distance — Длинна втягивания. Параметр зависит от множества факторов, начиная от производителя филамента заканчивая устройством экструдера, поэтому настраивается индивидуально;
Extra Restart Distance — Дополнительное выдавливание пластика после ректакта на заданное значение;
Retraction Vertical Lift — Высота подъема сопла для перемещения его из одного места печати в другое. Помогает предотвратить плавление отпечатанного пластика;
Retraction Speed — Скорость втягивания;
Coast at End — Включение втягивания после окончания печати;
Coasting Distance — Длинна втягивания после окончания печати;
Wipe Nozzle — Включение вытирания сопла от вытекшего пластика при его разогреве об платформу, во время начала печати;
Wipe Distance — Длинна этого вытирания.
Вкладка Layer (Слой)
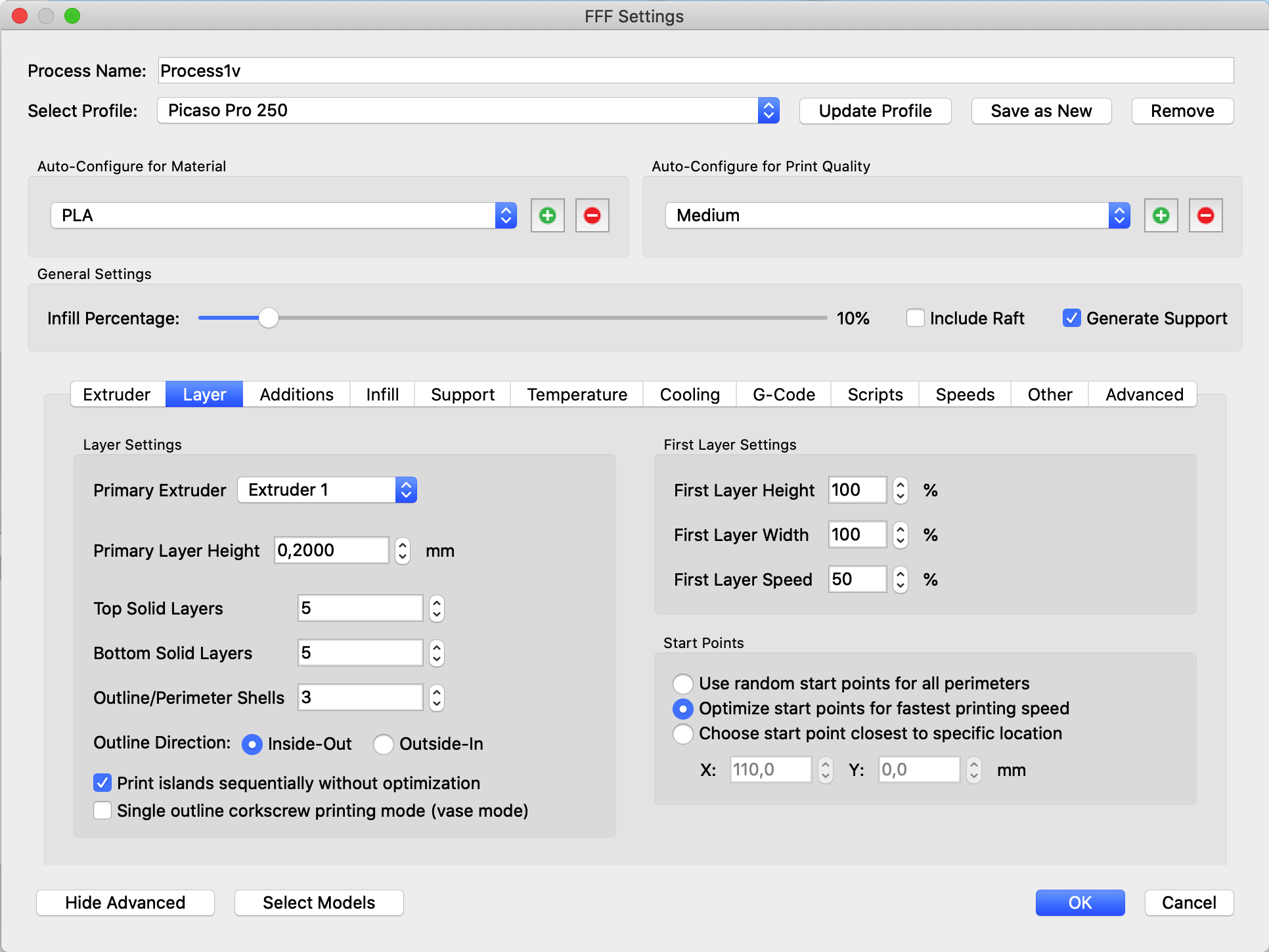
Layer Setting — Основные настройки параметров слоя;
Primary Extruder — Номер/название экструдера. Если у вашего принтера несколько экструдеров, то есть возможность задать для каждого свои параметры слоя. Например если вы печатаете сложную по своей форме модель и возникает потребность в дополнительных поддержках, идеальным вариантом будет печатать их PVA (вики) пластиком (он типа растворяется в воде) соплом с бОльшим диаметром и с бОльшей высотой слоя для экономии времени;
Primary Layer Height -Высота слоя. Нетрудно догадаться, что чем меньше высота слоя, тем выше качество боковых поверхностей, однако при этом продолжительность создания 3D модели прямо пропорционально возрастает, поэтому нужно определять некую золотую середину для каждой детали, учитывая ее дальнейшее предназначение;
Top Solid Layers — Количество верхних слоев детали;
Bottom Solid Layer — Количество нижних слоев детали;
Outline/Perimeter Shells — Количество «оболочек» боковых частей (стенок) детали;
Outline Direction — Направление печати слоя. Два варианта: Inside Out — сначала внутренняя часть, потом внешняя, Outside—In — наоборот, сначала внешняя часть, потом внутренняя. Я пробовал печатать при разных направлениях, визуально разницы нет, теоритически первый вариант лучше, так как тут исключается деформирование внешней оболочки за счет «удерживания»;
Print islands sequentially without optimization — Режим последовательной печати «островков» без оптимизации;
Single outline corkscrew printing mode (vase mode) — Включение этого режима делает из загруженной модели «пустую бочку» с толщиной стенки в один проход сопла, а сама печать проходит по спирали с непрерывным подъемом по вертикальной оси Z. Для чего нужен режим Vase Mode Вы можете прочитать тут.
First Layer Setting — Настройки первого слоя. Параметры задаются относительно номинальной высоты слоя Primary Layer Height;
First Layer Height — Величина высота первого слоя;
First Layer Width— Пропорциональная ширина. У напечатанных фигурок есть небольшая особенность в виде выпирающих первых слоев. Связано это с тем, что нижние слои сильнее размазываются для обеспечения хорошего прилипания модели к платформе. Уменьшив этот параметр можно избавиться от этой особенности;
First Layer Speed — Скорость печати первого слоя. Этот параметр также сильно влияет на качество прилипания первого слоя к платформе. Все просто, чем меньше скорость, тем лучше ляжет пластик.
Start Points -Начальная точка печати
Use random start points for all perimeters — Выбор произвольной начальной точки из периметра модели;
Optimize start points for fastest printing speed — Оптимальный выбор начальной точки печати, для быстрой скорости печати;
Choose start point closest to specific location — Выбор начальной точки из периметра модели ближайшей к заданной.
Вкладка Additions (Дополнительно)

Skirt Settings — Настройка обводящей линии. Эта линия нужна для того чтобы выдавить немного пластика перед непосредственной печатью;
Include Skirt/Brim — Включение обводящей линии;
Skirt Layers — Количество слоев, то есть высота;
Skirt Offset — Расстояние на которое юбка будет выступать за основание модели;
Skirt Outlines — Ширина юбки в количестве линий.
Raft Setting — Настройки рафта;
Include Raft — Включение рафта;
Raft Layers — Высота рафта, задается количеством слоев;
Raft Offset — Расстояние на которое рафт будет выступать за основание модели;
Raft Infill — Плотность заполнения слоев рафта;
Disable raft base layers — Отмена основного рафтового слоя. Это дословный перевод, пока не знаю, что тут подразумевается.
Use prime pillar — Блок настроек для построения мусорного столба. Необходим для того, чтобы перед печать другим экструдером он делал чистку сопла.
Prime Pillar Exstruder — Указывает на то какой экструдер участвует в чистке.
Pillar width — ширина сечения квадрата мусорного столба.
Pillar location — местоположение мусорного столба относительно модели на платформе.
Speed mulplier — скорость печати мусорного столба.
Use Ooze Shield — внешняя оболочка вокруг детали для печати пластиками со свойствами усадки.
Ooze Shield Exstruder — какой экструдер использовать для построения оболочки.
Offset from part — расстояние до модели от оболочки.
Ooze Shield outline — количесво периметров оболочки.
Sidewall shape — тип оболочки.
Sidewall Angle Change — угол, при котором Ваш принтер печатает без поддерживающего материала.
Speed mulplier — скорость печати оболочки от заданной для печати.
Вкладка Infill

В этой вкладке выставляются настройки заполнения. При условии, что модель делается не цельной, а такое бывает практически всегда, внутренняя структура модели определяет механические ее параметры. При стандартных настройках модели получаются как правило, довольно прочными, если необходимо большую поперечную жесткость на эти настройки нужно обратить внимание.
General — Основные настройки заполнения;
Infill Extruder — Выбор экструдера, которым будет осуществляться печать внутренней структуры детали. Очень полезная функция для тех у кого принтер имеет два и более экструдеров. Пример, когда эта функция может пригодится, незамысловат. Например, нужно напечатать модель из дорогого пластика Wood, для его экономии внутреннюю, невидную часть можно напечатать обычным ABS, это значительно уменьшит конечную стоимость детали и сделает ее прочнее;
External Fill Pattern — Выбор формы внутренних линий : Rectilinear — прямолинейные или Concentric — радиусами и кругами с одним центром;
Interior Fill Percentage — Плотность заполнения внутренней части;
Outline Overlap — Нахлест заполнения на перимерты. Заполнение будет заразить на ширину периметра на такое значение, которое установлено к этом пункте в процентном соотношении;
Infill Extrusion Width — подача материала при заполнении;
Minimum Infill Length — Минимальная длинна участка сетки заполнения;
Combyne Infill Every — Разброс сетки заполнения, через определенное количество слоев;
Include solid diaphragm every — Включение печати монолитных слоев, через определенное количество слоев. Данный параметр может увеличить жесткость 3D моделей;
internal infill angle offset — угол внутреннего заполнения
External infill angle offset — угол внешнего заполнения
Вкладка «Support»
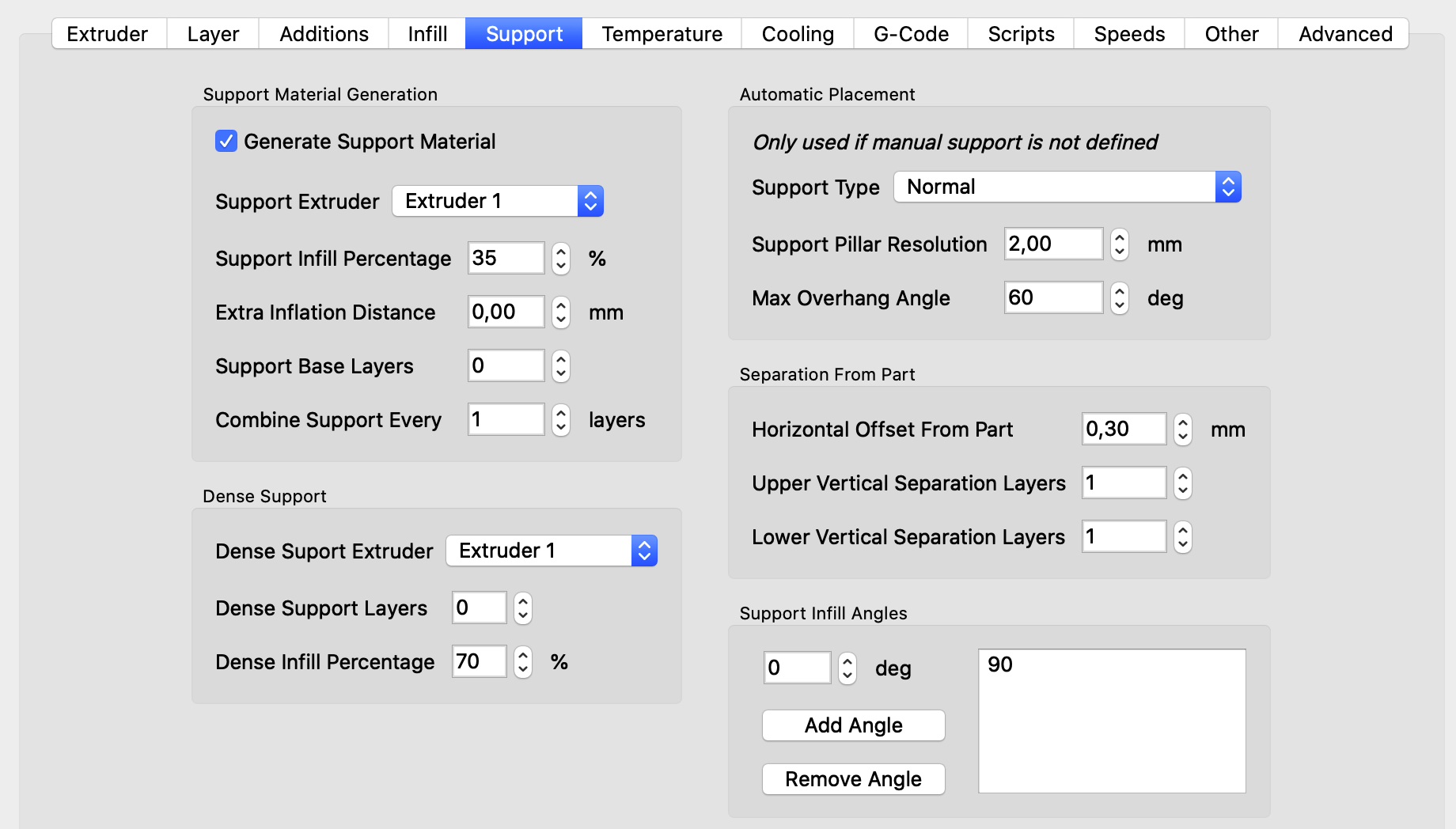
Кто не в курсе под поддержкой понимается печать несущих конструкций под элементами 3D модели оказавшимися висячими в воздухе. Подробнее о том, что такое поддерживающие структуры Вы можете прочитать в отдельной статье.
Generate Support Material — Включение генерирования поддержек;
Support Extruder — Выбор экструдера для печати поддержек. Фишку этой функции я описал в PrimaryExtruder, если забыли то читайте снова выше;
Support Infill Percentage — Плотность поддержек. Не монолитные же их печатать;
Extra Inflation Distance — Расстояние которое вокруг поддержек будет свободным;
Support Base Layer — Чтобы поддержка не отрывалась от стона необходимо задать количество слоев в основании;
Combine Support Layers every — Сгрупировать между собой линии поддержки каждые;
Dense Support Layers — Выбор количество заполненных слоев;
Dense Infill Percentage — Плотность заполненных слоев;
Support Type — на выбор два варианта, либо везде, либо только от стола. При выборе второго варианты поддержка не будет строится от верхнего перекрытия модели. Иногда полезно, когда не хочется портить модель поделками. Проверяйте соответствие модели на правильность.
Support Pillar Resolution — Размер колонны которая выполняет функцию поддержки;
Max Overhang Angle — Максимальный угол выступающего элемента для которого будет генерироваться поддержка.
Horizontal Offset From Part — Расстояние через которое возможно горизонтальное ветвление поддержек;
Upper Vertical Separation Layers — Количество слоев через которое возможно вертикальное ветвление вверх;
Lower Vertical Separation Layers — Количество слоев через которое возможно вертикальное ветвление снизу;
Настройка FFF Profile и Factory File.
В этом пункте главное понять отличия FFF profile от Factory File. И то и то является набором настроек. В случае с FFF profile — файл содержит набор параметров 3D-печати (диаметр сопла, материалы, качества, температуры). Factory File содержит параметры самого 3D-принтера (размер поля, скрипты, координаты). Если Вы ходите перенести рабочее поле с одного принтера на другой, то сначала перенесите Factory File, а потом можете импортировать и экспортировать настройки 3D-печати используя профиль. Для того, чтобы это сделать, воспользуйтесь кнопками в верхней строке программы:

Как правильно настроить профиль в программе Simplify3D читайте в отдельном посте.
Вкладка «Температуры».
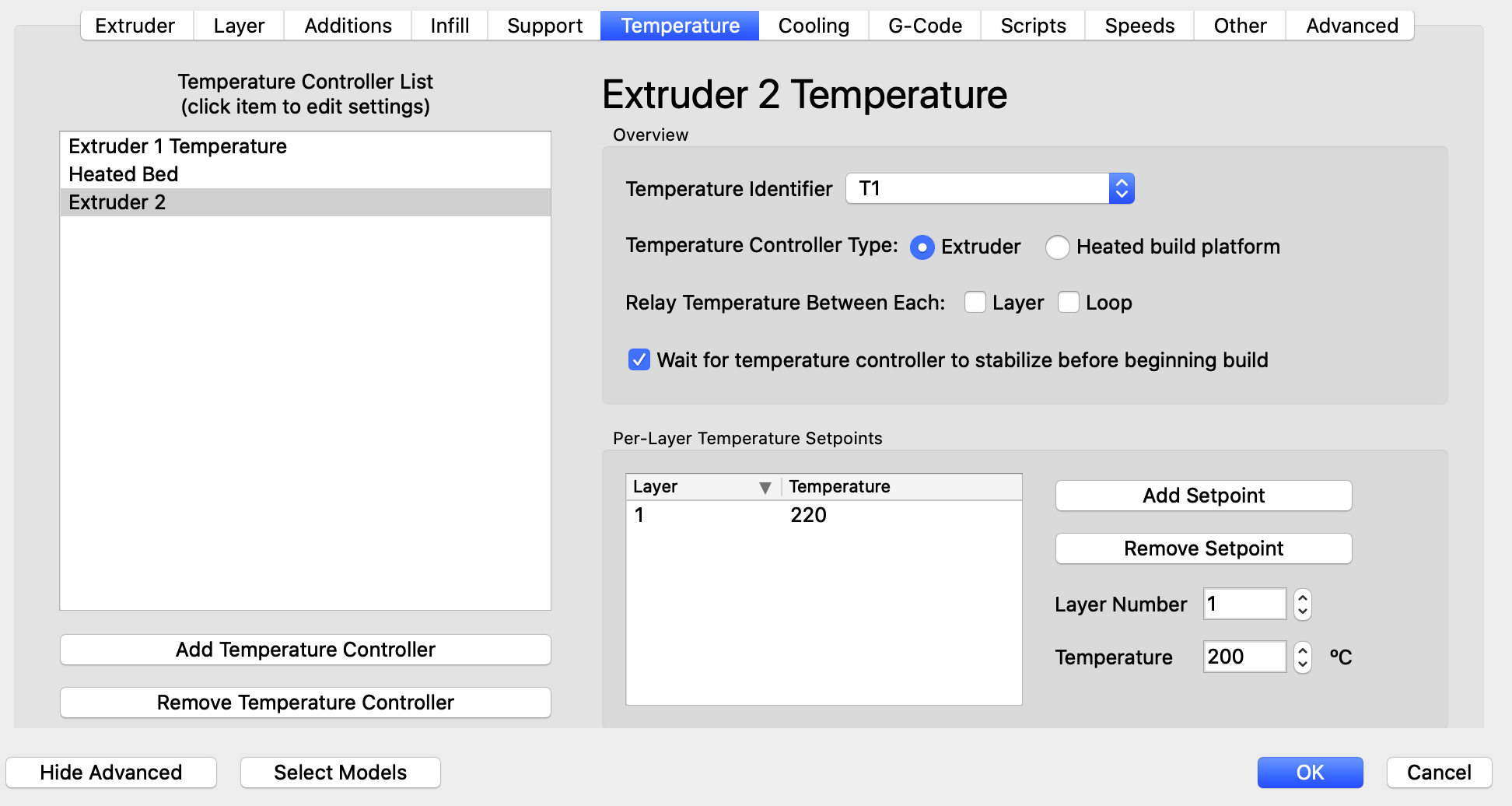
В этой вкладке нужно сконфигурировать температурные режимы работы экструдеров и нагревательной платформы.
Temperature Controller List — Перечень добавленных конфигураций для экструдеров или платформы;
Temperature Identifier — Выбор идентификатора температурного датчика;
Temperature Controller Type — Тип температурного контроллера: Extruder — экструдер или Heated buildplatform — нагревательная платформа.
Relay Temperature Between Each — Выбор того как часто будет происходить запрос температуры на контроль: Layer — каждый слой или Loop — через каждый цикл;
Wait for temperature controller to stabilize before beginning build — Включение задержки перед началом печати для стабилизации температуры;
Per—Layer Temperature Setpoints — Здесь можно выбрать температуру для каждого слоя. Например, при печати ABS пластиком для первого слоя ставим 240 °C, для остальных слоев 220 °C. Таким образом пластик прилипнет очень хорошо и слои лягут ровнее.
Layer Number — Номер слоя;
Temperature — Температура которую принтер будет поддерживать на заданном слое.
Вкладка Cooling

В этой вкладке задаются параметры работы вентилятора принудительного обдува.
Per—Layer Fan Controls — Так же как и с температурой, здесь можно выставить конкретные значения скорости вентилятора обдува.
Layer Number — Номер слоя;
Fan Speed — Скорость вентилятора;
Blip fan to full power when increasing from idle — Увеличение скорости вентилятора до максимума, когда принтер бездействует, т.е. когда печать закончилась.
Fan Overrides— Сброс скорости вентилятора;
Increase fan speed for layers below — Увеличение скорости вентилятора для слоев время печати которых меньше выставленного значения времени;
Maximum cooling fan speed — Максимальная скорость вентилятора;
Bridging fan speed override — Скорость вентилятора при печати мостов.
Вкладка G-Code

G—Code Options — Параметры G-кода
5D firmware (include E—dimension) — Включение G-кода с 5-ю изменяющимися параметрами. Это 3 главных оси и 2 экструдера.
Relative extrusion distances — относительнst расстояния экструзии
Allow zeroing of extrusion distances (i.e. G92 E0) — Разрешение обнуления расстояния экструзии;
Include M101/M102/M103 commands — Включение команд M101/M102/M103;
Firmware supports “sticky” parameters — Включение параметров не относящихся к G и M-кодам.
Apply toolhead offset to G-code coordinates — разрешить инструменты движение даже в областях, где есть смещение.
Offset — Смещение начальных значений на выставленную величину.
В правой части окна этой вкладки настройки машины (дублируются в настройках)
Вкладка Scripts

В этой вкладке прописываются команды которые должен выполнить принтер:
Starting Script — В начале печати;
Layer Change Script — На каждом слое;
Rectaction Script — При ретракте;
Tool Change Script — Инструмента;
Ending Script — В конце печати. Прописать команды здесь может быть полезно, я, например, написал чтобы головка парковалась в нулевое положение и платформа максимально выдвинулась, так очень удобно снимать готовую модель.
Что означают команды можно подсмотреть тут, а я рассмотрю самые популярные.
Сами команды делятся на группы:
G — Подготовительные (основные) команды;
М — Вспомогательные (технологические) команды.
Эти команды имеют параметры.
X — Координата точки траектории по оси X [G0 X100 Y0 Z0]
Y — Координата точки траектории по оси Y [G0 X0 Y100 Z0]
Z — Координата точки траектории по оси Z [G0 X0 Y0 Z100]
E — Координата точки выдавливания пластика [G1 E100 F100]
P — Параметр команды [M300 S5000 P280]
S — Параметр команды [G04 S15]
F — Параметр команды, подача (скорость) [G1 Y10 X10 F1000]
G — команды
G0 — Холостой ход, без работы инструмента [G 0 X 10]
G1 — Координированное движение по осям X Y Z E [G 1 X 10]
G4 — Пауза в секундах [G4 S15]
G28 — Команда Home — паркуем головку [G28 Y0 X0 Z0]
G90 — Использовать абсолютные координаты [G90]
G91 — Использовать относительные координаты [G91]
G92 — Установить текущую заданную позицию [G92]
Пояснение:
Относительные координаты — это координаты относительно текущего положения головки.
На пример, если головка находиться в положении X10 Y10, то при подаче команды G91
G1 X10 F1000, произойдет смещение головы на 10 мм по оси Х на скорости 1000.
Эту команду можно делать много раз, до достижения «софтового» ограничение в прошивке.
Абсолютные координаты — это координаты, строго привязанные к рабочей области.
При выполнении команды G90 G1 X10 F1000 — головка сместиться в координату X10 на скорости 1000.
Команда выполниться только один раз.
Обычные команды
M0 — Сделать паузу и ожидать нажатия кнопки на LCD дисплеи (работает если в прошивку установлен параметр ULTRA_LCD) [G0 X10 Y10 Z10 M0]
M17 — Подать ток на двигатели (двигатели руками не вращаются)
M18 — Убрать ток с двигателей (двигатели можно вращать руками, аналог M84)
M42 — Управление контактами ARDUINO MEGA 2560 [M42 P4 S255]
M80 — Включить питание, только для ATX — блок питания
M81 — Выключить питания, только для ATX — блок питания
M84 — Выключение всех осей (моторов после простоя) [M84 S10]
М112 — Экстренная остановка
M114 — Получить текущие координаты
M115 — Получить версию прошивки
M117 — Написать сообщение на экране [M117 Hello World]
M119 — Получить статус концевиков
M300 — Проиграть звук [M300 S5000 P280]
Команды SD карты
M20 — Прочитать SD карту (прочитать список файлов)
M21 — Инициализировать SD карту
M22 — Использовать SD карту
M23 — Выбрать файл с SD карты [M23 filename.gcode]
M24 — Начать/возобновить печать с SD карты
M25 — Пауза печати с SD карты
M26 — Установить позицию SD карты в байтах [M 26 S 12345]
M27 — Узнать статус печати с SD карты
M28 — Записать файл на SD карту [M 28 filename . gcode]
M29 — Закончить записать файла на SD карте
M30 — Удалить файл с SD карты [M 30 filename . gcode]
M31 — Получить значение, сколько прошло времени с последнего M109
M32 — Выбрать файл с SD карты и начать печатать [M 32 / path / filename #]
M928 — Логирование на SD карту [M 928 filename . gcode]
Экструдер
M82 — Установить экструдер в абсолютную систему координат
M83 — Установить экструдер в относительную систему координат
M104 — Ожидание нагрева экструдера до определенной температуры [M104 S190]
M105 — Получить текущую температуру экструдера [M105 S2]
M106 — Включение вентилятора обдува детали [M106 S127] — мощность 50%
M107 — Выключение вентилятора обдува детали [M 107]
M109 — Нагреть экструдер и удерживать температуру [M109 S215]
Стол
M140 — Установить температуру стола [M140 S65]
M190 — Нагреть стол и удерживать температуру [M190 S60]
PID M301 — Записать PID параметры в EEPROM [M301 H1 P1 I2 D3]
где: H0 — стол, H1 — экструдер
M302 — Разрешить холодное выдавливание [M302 P1].
M303 — Запустить процесс PID калибровки [M303 E-1 C8 S110]
где: E-1 — стол, E0 — хотэнд, C8 — количество попыток, S — температура.
M304 — Задать PID параметры для стола [M304 P1 I2 D3]
EEPROM — внутренняя память микроконтроллера (не обнуляется при выключении)
M500 — Сохранить параметры в EEPROM
M501 — Прочитать параметры из EEPROM
M502 — Сброс параметров EEPROM
Филамент
M200 — Задать диаметр филамента [M200 D1.128]
M600 — Замена филамента.
Вкладка Speeds

Speeds — Настройка всевозможных скоростей
Default Printing Speed — Общая скорость печати;
Outline Underspeed — Скорость печати внешних частей модели, процент от общей скорости;
Solid Infill Underspeed — Скорость печати монолитной части модели, процент от общей скорости;
Support Structure Underspeed — Скорость печать поддержек, процент от общей скорости;
X/Y Axis Movement Speed — Максимальная скорость по X и Y осям;
Z Axis Movement Speed — Максимальная скорость по оси Z;
Speed Overrides — Сброс скорости;
Adjust printing speed for layers below — Изменение скорости вентилятора для слоев время печати которых меньше выставленного значения времени;
Allow speed reductions down to — Разрешение снижать скорость не ниже выставленного значения.
Вкладка Other

Filament Properties — Параметры пластика;
Filament toolhead index — выбор инструмента для редактирования параметров материала;
Filament diameter — Диаметр;
Filament price — Стоимость килограмма. Из этого значения программа после слайсинга посчитает и выдаст примерную стоимость модели.
Filament density — плотность материала.
Блок Bridging — Настройка печати мостов;
Unsupported area threshold — Любой «висячий» элемент модели, который больше заданной площади будет распознаваться программой как мост;
Bridging extrusion multiplier — Множитель экструзии при печати мостов;
Bridging speed multiplier — Множитель скорости при печати мостов;
Use fixed bridging infill angle — Использовать фиксированный угол для экструзии на мостах;
Apply bridging setting to perimeters — использовать настройки мостов к периметру;
Horizontal Size compensatoin — горизонтальная компенсация размера;
Блок Tol Change Retraction — настройка ретракта для смена инструмента. Настраивается точно также как ректакт в первой вкладке.
Вкладка Advanced

Layer Modification — блок настройки работы данного процесса. Настраивается от и до определенной высоты по оси Z.
Thin wall Behavior — Стратегия печати тонких стенок.
External thin wall type — Стратегия внешнего периметра. Два варианта, печатать только периметр или использовать переменную экструзию.
Internal thin wall type — Стратегия внутреннего периметра. По сравнению с предыдущим пунктом добавился еще один вариант: печатать обычное заполнение.
Allowed perimeter overlap — Разрешать периметру «налазить» друг на друга на установленное значение в процентах.
Single Extrusions — Настройка переменной экструзии.
Minimum Extrusion Length — минимальная длина
Minimum Extrusion width — Минимальная ширина
Maximum Extrusion width — Максимальная ширина
Endpoint extension Distance — Определяет на сколько миллиметров линии с переменной экструзии увеличиваются в длине с одной и с другой стороны для увеличения прочности соединения с другими волокнами.
Ooze control behavior — Дополнительные настройки самовытекания
Only retract when crossing open spaces — принудительное втягивание только при прохождении пустых пространств
Force retraction between layers — принудительное втягивание между слоями
Minimum travel fer retraction — минимальное перемещение для ректакта (втягивания)
Perform retraction during wipe movement — принудительное втягивание нити во время вытирания
Only wipe extruder for outer-most perimeter — Вытирать сопло только на внешних периметрах
Movement behavior — коррекция перемещения
Avoid crossing outline for travel movement — предотвращать пересечения детали при перемещении
Maximum allowed detour factor — Максимальный коэффициент удлинения траектории при перемещении по обходящей траектории. Даже если рабочего хода не хватит, то перемещение все равно дотянет пластик до модели.
Slicing behavior — Дополнительные параметры слайсера
Non-manifold segment — несвязанные сегменты и куски можно либо отбросить (Discard) или починить (Heal)
Merge all outlines into a single solid models — Убрать лишние отверстия с модели
Несколько процессов одновременно
Чтобы запустить несколько процессов за один установ 3D-печати вам необходимо создать их в списке профилей. После создания необходимо зайти в расширенные настройки каждого профиля и выбрать с помощью параметров start printing и stop printing в блоке Layer Modification расстояние функционирования данного процесса относительно высоты по Z.
Проверка G-Code
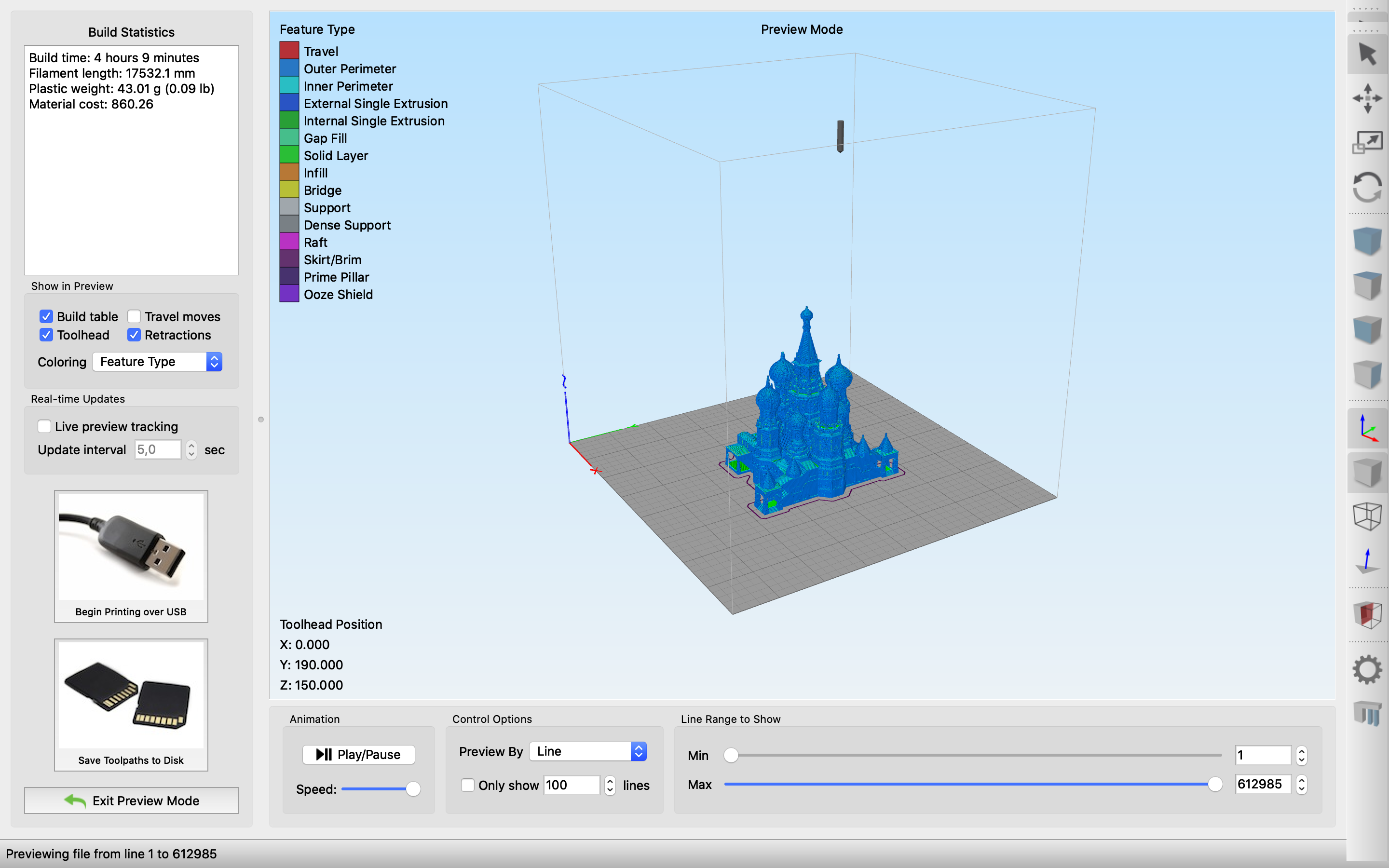
Блок animation — Позволяет запустить анимацию процесса 3D-печати и выбрать скорость анимации.
Блок Control Option — позволяет выбрать выборочное отображение линий или слоев 3D-печати.
Блок Line Range to Show — Позволяет выбрать диапазон отображения из предыдущего блока.
Блок Show in Preview — режим отображения превью. build table включит или выключит отображение платформы, toolhets включит или выключит отображение инструмента, retraction включит или выключит отображение точек ретракта, travel moves покажет в каких местах будут холостые перемещения.
В этом блоке лично для меня последний пункт(travel moves) самый полезный. Почему? Потому что если Вы неверно установили параметры retraction для Вашего 3D-принтера, то именно в этих местах будут

Красные линии — это как раз линии холостого хода экструдера.
Дополнение
Работа с полигональной сеткой
На вкладке Mesh Вы надеть настройки для работы с сеткой.
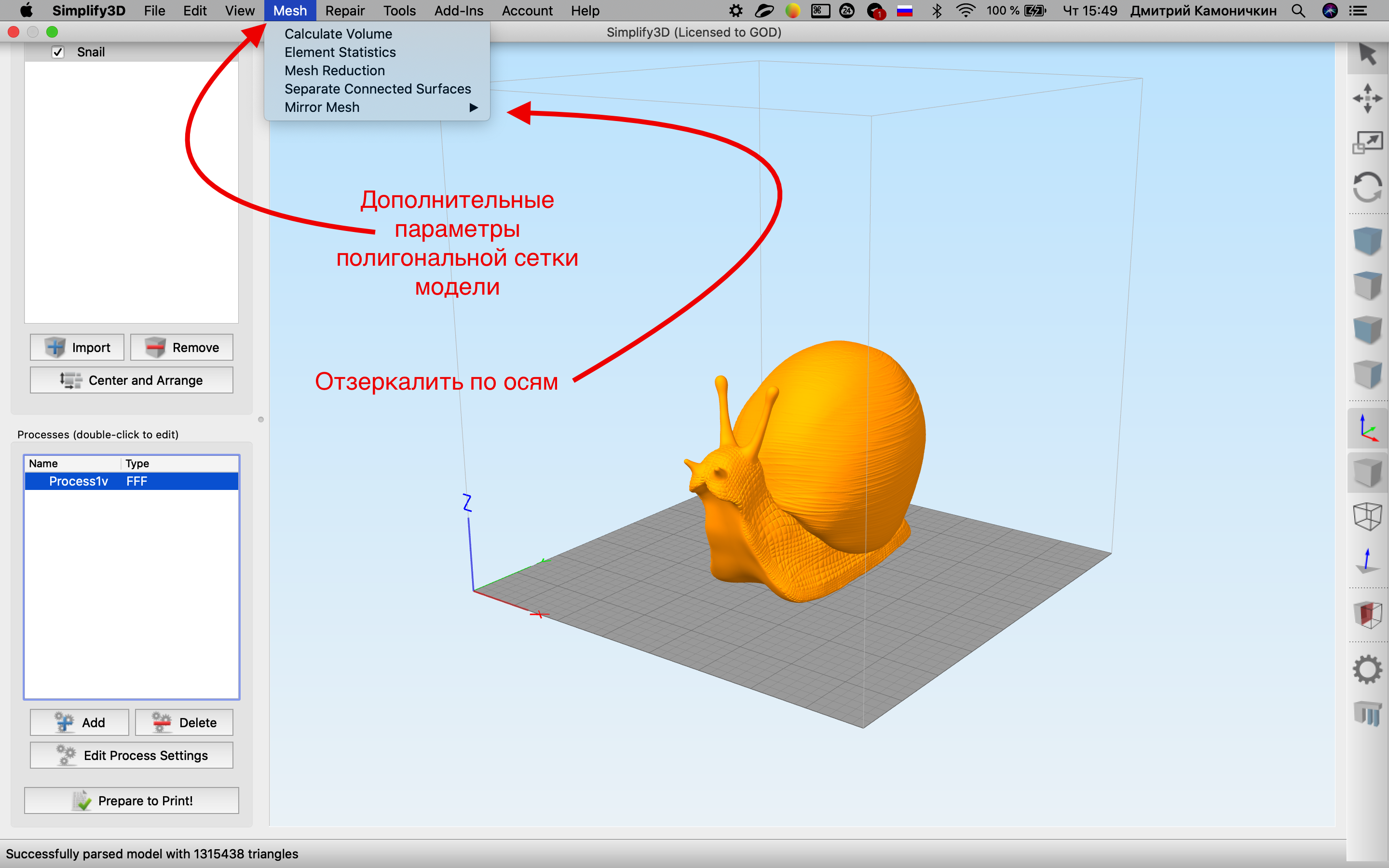
Частой проблемой у меня было неверное открытие файла с точки зрения отзеркаливания. Проверяйте этот момент!
Еще один очень полезный момент для многосемейно печати: копии модели на столе. Увидел, как один из моих учеников, для того, чтобы разместить на столе 4 шт. одинаковые модели, 4 раза перетаскивал эти модели в окно. Поэтому решил заострить на этом моменте. Чтобы сделать несколько копий модели и разместить их на одном столе необходимо воспользоваться вот этой функцией.
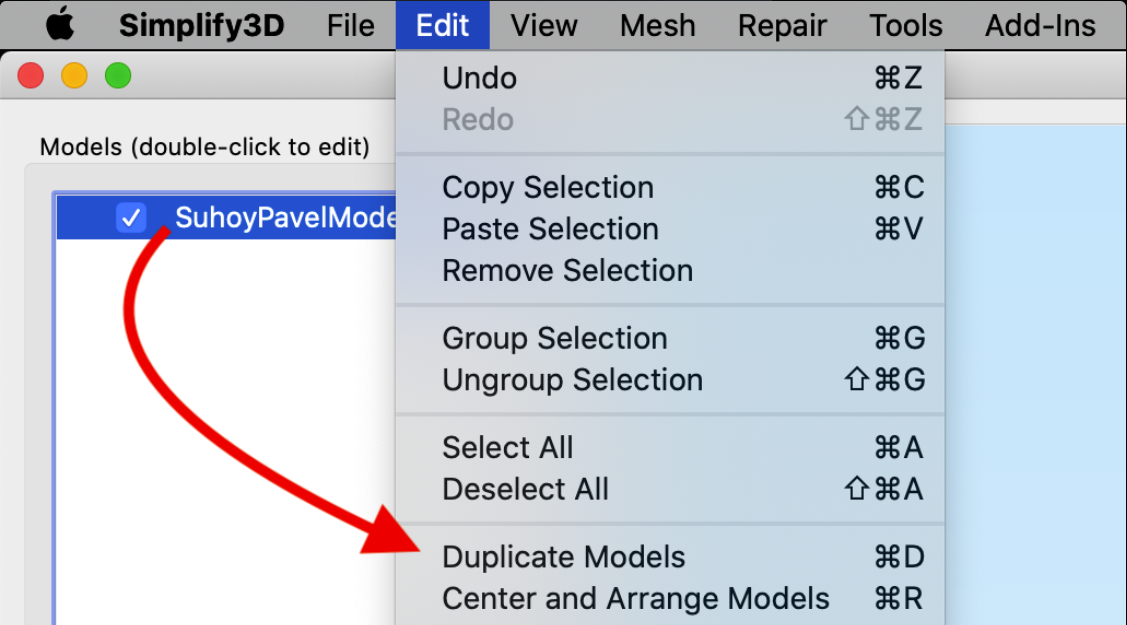
Далее необходимо брать какое количество копий Вы хотите увидеть на столе.
Недостатки
Увы, но пока что в программе нельзя задать высоту слоя для конкретного участка периметра. Например, чтобы внешняя стенка печаталась с высотой слоя в два раза тоньше внутреннего периметра. Даже письмо в поддержку Simplify3D написал. И они дали мне ответ! Смотрите внизу страницы.
Вывод
Лучшая программа, но если есть лучше, пишите нам на почту dmitry@kamonichkin.ru.
Если у Вас остались вопросы, пишите в комментарии к этой статье. Постараюсь ответить.
P.S Simplify3D дали ответ. И мне он очень понравился. Хотя и полностью, но частично он решает вопрос:
Перевожу:
Привет,
Извините, не сейчас. Вы можете напечатать заполнение на другой высоте, чем периметры. Это должен быть интервал высоты основного слоя. Вы найдете параметр на вкладке «Заполнение» как «Напечатать заполнение каждые _ слои».
Благодарю, Поддержка Simplify3D
















Автор: Studia3D Aggregator
Другие статьи от Studia3D Aggregator