Режим Vase Mode в 3D-печати представляет собой специальный режим, который дает возможность печатать изделия в одну стенку с максимальной скоростью и прочностью. Речь не пойдет о печати ваз на обычных персональных 3D-принтерах. Речь пойдет о промышленном оборудовании, когда с помощью этого режима Вы можете экономить огромное количество материала и времени на изготовление конечных изделий.
Например, при 3D-печати вот такого изделия по технологии FGF:

Или 3D-печати вот такого изделия по технологии Metal arc welding 3D print :

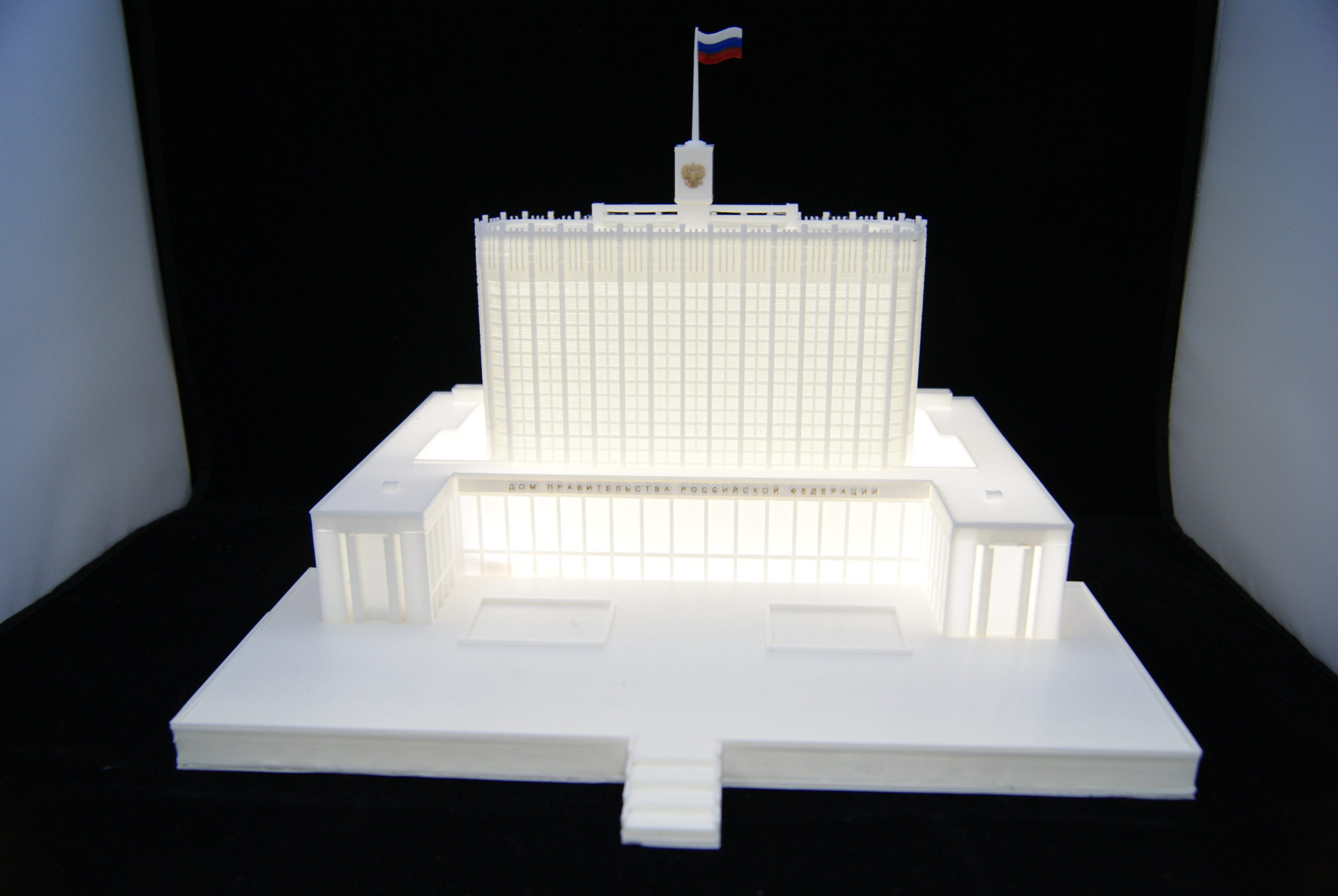
Для того чтобы прочувствовать полноту значимости режима Vase Mode предлагаю рассмотреть один из наших проектов по 3D-печати огромной скульптуры высотой 5 метров.

Обратите внимание, на картинке выделен элемент, который изготавливался в режиме Vase Mode. Размер этого элемента по высоте 1,5 метра. В качестве сравнения отметим, что 3D-печать этого элемента из фигуры в режиме Vase Mode составила 30 часов, что в 12 раз меньше, чем 3D-печать без использования этого режима, что напрямую сказывается на стоимости конечного изделия. Время – деньги, как говорится. Что касается прочности, конечно, деталь имеет меньшую прочность и жёсткость по сравнению с обычным режимом печати. Для этого мы применяем специальные композитные материалы, которые в несколько раз прочнее обычных термопластов.
Если разница с использованием данного режима и без него понятна, давайте перейдем к основным правилам, которые необходимо соблюдать при создании 3D-модели для данного режима:
1. Отсутствие поддерживающего материала.
Если Вы хотите “экономить” за счет использования режима Vase Mode, то для начала Вам необходимо научиться экономить за счет правильного проектирования 3D-модели, которое обеспечит отсутствие поддерживающего материала. Как правило 95% моделей можно скорректировать таким образом, чтобы поддержка отсутствовала, при этом функциальнальность и визуальная составляющая изделия не поменялась. В качестве примера можно рассмотреть один из наших проектов по созданию стойки для рецепции, которая была спроектирована специально для 3D-печати без поддерживающего материала.

Для того чтобы убедиться в правильности подготовки изделия для 3D-печати без поддержек, Вам необходимо проверить 3D-модель на отсутствие нависающих элементов, угол которых относительно вертикали составляет не более 35 градусов. При этом допустимо наличие углов до 45 градусов в небольшой зоне, протяженностью не более 20 см по горизонтали, при использовании большой ширины фактической линии 3D-печати.
В первоначальном варианте углы не соответствовали необходимым требованиям. Поэтому программа по подготовке G-кода показывала необходимость построения поддерживающего материала.

Однако после внесения изменений в модель необходимость в поддерживающем материале отпала.

Как видите, визуально ничего не поменялось. Как и в большинстве случаев, если подойти к проектировке грамотно.
2. Корректность полигональной сетки.
Несмотря на то, что печать в режиме Vase Mode осуществляется в определенную толщину стенки, равную фактической линии 3D-печати, задавать эту стенку в модели не надо. Фактически необходимо сделать внешнюю поверхность, которая будет ограничена сверху и снизу плоскостью таким образом, чтобы поверхность была цельная и полигональная сетка была закрытая. Важно помнить, что для 3D-печати в режиме Vase Mode никто не отменял требования к 3D-моделям для 3D-печати.

3. Правильность проектирования “дна” и “крышки” изделия.
В случае проектирования верхнего и нижнего перекрытия с точки зрения проектировки 3D-модели, которая будет изготавливаться в режиме Vase Mode, никаких специальных действий для построения дна или крышки не предусматривается. Однако этот факт необходимо оговаривать с технологом отдельно, потому как в процессе подготовки управляющей программы технолог будет задавать разные режимы 3D-печати. Важно понимать только тот факт, что если мы ходим сделать “дно” у детали (Variant 1 на картинке), то увеличение стоимости будет незначительное, поскольку при 3D-печати этого дна материал будет укладываться на платформу 3D-печати. А если мы хотим сделать “крышку” (Variant 2 на картинке), другими словами, если мы хотим обеспечить верхнее перекрытие при сохранении пустоты у изделия внутри, то увеличение по стоимости будет значительным. Поскольку первые слои перекрытия будут падать внутрь детали. Необходимо наличие нескольких слоев этого перекрытия для полной заливки верхнего слоя. Какое именно количество слоев верхнего перекрытия необходимо, может сказать только технолог по 3D-печати.

4. Параметры 3D-печати.
Стоит учитывать необходимость правильного подбора рабочего инструмента в процессе 3D-печати и параметров 3D-печати. Необходимо обсуждать с технологом фактическую ширину линии и высоту слоя для 3D-печати Вашего изделия. В противном случае Вы можете получить отверстия, наличие которых в минимуме будет означать брак, а в максимуме приведет к некорректной укладке вышеидущих слоёв. Покажем на примере:
Первоначальные параметры: сопло 5 мм, высота слоя 2 мм.

Как видите, на картинке данные параметры не подходят для данного изделия, потому что в модели проявятся дыры. Поэтому мы пробуем увеличить фактическую ширину линии (берем самое широкое сопло, которое у нас было на момент написания статьи): сопло 7 мм, высота слоя 2 мм.

В данном случае “дырка” ушла, но не совсем. Пробуем уменьшать высоту слоя. А чтобы максимально экономить на материале пойдем от меньшего к большему. Пробуем: сопло 3 мм, высота слоя 1 мм.

Почти, но не совсем. Продуем увеличить диаметр сопла: сопло 5 мм, высота слоя 1 мм.

Ура. Получилось!
Как корректно включить режим Vase Mode при 3D-печати?
Если Вы корректно подготовили 3D-модель и подобрали рабочий инструмент, то для качественной 3D-печти Вам достаточно будет выполнить последний пункт: правильно настроить режим Vase Mode как в программной части, так и в аппаратной.
1. Учесть Vase Mode в слайсере.
Обычно в слайсере есть специальная настройка, которая активирует режим Vase Mode. Например в Simplify3D она выглядит вот так:

Данный режим активирует пустынность внутри модели, а внешний периметр выстраивает методом построение “по спирали”.
НО! Важно понимать тот факт, что мы подразумеваем под Vase Mode режим, при котором будет сохраняться пустотность внутри. Другими словами, любое обеспечение полости внутри уже является режимом Vase Mode. Simplify3D имеет огромное количество настроек, которые позволяют получить хороший результат огромным количеством способов. Например, такой режим можно задать без активации режима Vase Mode, следующими настройками настройками:

Разница в том, что иногда есть необходимость печатать 2, а то и 3 периметра. Поэтому активацией пункта (Vase Mode) не получится отделаться.
2. Включить на 3D-принтере.
Помимо правильности подготовки кода необходимо понимать, что для корректного построения модели в аппаратной части многие производители закладывают данный режим как надстройку. Например, в 3D-принтере Colossus в пункте управления присутствует такая кнопка.

На самом деле данная настройка не активирует какой-то специальный режим Vase Mode в самом 3D-принтере, а убирает ускорения по всем осям. То есть принтер печатает с равномерной скоростью по всем направлениям. Конечно, это позволяет очень сильно сэкономить по времени печати, но главная опасность данного режима в том, что если модель будет иметь острые углы по срезу в горизонтальной плоскости, то принтер может выдать ошибку, сместиться по слою, нарушить траекторию и много другое. Так что всегда уточняйте, какие именно функции несет в себе та или иная кнопка, даже если в названии все кажется очень очевидным.
Если Вы хотите подчерпнуть для себя какие то идеи, то можете познакомиться с работами других дизайнеров на официальной странице Colossus .
Отметим, что данный подход работает в любой технологии 3D-печати, где подача материала осуществляется из головки, движущейся вместе с системой подачи материала.














Автор: Studia3D Aggregator
Другие статьи от Studia3D Aggregator