Правила и условия работы в Studia3D Aggregator
версия от 19.10.2023 г.
Содержание:
- Общие положения
- 3D-печать
- Подготовка моделей со стороны специалистов Studia3D Aggregator
- 3D-модели и изделия
- Магазин продавца
- Предмет договора
- Обязанности агента
- Обязанности исполнителя
- Ответственность сторон
- Прочие условия
- Упаковка и отгрузка
- Выплаты комиссионных
- Срок действия договора
Общие положения
Данная страница посвящена пользователям, которые собираются подключиться или уже подключены к системе Studia3D Aggregator. Ниже представлены правила работы с системой и описательная часть для минимизации и устранения ошибок при выполнении заказов от клиентов. А также товаров и продукции, выполненной с применением технологий 3D печати, 3D сканирования или 3D моделирования.
Studia3D Aggregator (далее «Агент») представляет собой электронную торговую площадку для совершения купли-продажи пользователями сайта studia3d.com (далее «Сайт») изделий, товаров и 3Д моделей у Исполнителей, использующих Сайт, как электронную торговую площадку для реализации своих изделий и изготовления изделий по заказу, сформированному пользователем посредством Сайта.
“Правила” — настоящие правила изготовления и продажи изделий, используемые на сайте www.studia3d.com, которыми руководствуются Исполнитель, Агрегатор и Заказчик в своих взаимоотношениях по изготовлению изделий.
“Сайт” — совокупность веб-страниц, образующих электронную площадку, при помощи которой Заказчик заказывает Исполнителю поставку продукции, расположенную по адресу www.studia3d.com в сети Интернет.
“Договор” — означает настоящий Договор-оферту на оказание Услуг, выбранных Заказчиком на Сайте Исполнителя, заключенный между Исполнителем и Заказчиком в результате Акцепта Заказчиком Оферты, наделяющий Исполнителя и Заказчика правами и обязанностями, указанными в настоящей Оферте. Любая ссылка в настоящей Оферте на Договор (статью Договора) и/или его условия означает соответствующую ссылку на настоящую Оферту и/или ее условия. Договор заключается в письменной форме путём формирования электронных документов, подписанных простой электронной подписью Заказчика (в том числе путём прикрепления к настоящей оферте данных сторон в результате Акцепта Оферты, прикрепления описания оказываемых услуг и т.п.).
“Заказчик” — совершеннолетнее дееспособное физическое лицо, индивидуальный предприниматель или юридическое лицо, зарегистрированное на Сайте, разместившее заказ на изготовление Изделия или покупку товара в своем Личном кабинете на Сайте, заключившее Договор с Studia3D Aggregator по электронной почте в текстовой форме результате Акцепта Оферты и тем самым получившее право Услуги Исполнителя, и в полном объеме выполняющее свои обязательства.
“Личный кабинет” — раздел Сайта, в котором Заказчик может разместить заказ на изготовление Изделия на основании Модели, предоставленной Заказчиком. Доступ к Личному кабинету Заказчик получает в результате корректного прохождения процедуры регистрации на Сайте.
“Исполнитель” — контрагент, подключенный к системе, прошедший процесс регистрации и получивший кабинет продавца на сайте исполнителя.
«Модель» — 3D-модель произведения дизайна, предоставленная Заказчиком Исполнителю в ходе размещения заказа на изготовление Изделия, на основании которой Исполнителем должно быть создано Изделие. Предоставление Модели производится путем ее загрузки на Сайт в ходе размещения заказа на изготовление Изделия. Исчерпывающие характеристики, которым должна соответствовать Модель, приводятся на страницах Сайта «Инструкции» и «WIKI». Модель передаваемая исполнителю будет соответствовать требованиям к 3D-печати.
«Изделие» — индивидуально-определенная вещь, которая должна быть создана Исполнителем на основании Модели по заказу Заказчика (раздел 4 Правил оферты) в соответствии с настоящими Правилами.
“Кабинет продавца” — раздел Сайта, в котором Исполнитель может получить заказ на изготовление Изделия на основании Модели, предоставленной Заказчиком, или получить заказ на продажу 3D-модели и изделия. Доступ к Бизнес аккаунту Исполнитель получает в результате корректного прохождения процедуры регистрации на Сайте.
«Заказ» — запрос, отправляемый системой Studia3D Aggregator исполнителю, на основании заявки от клиента к системе. Запрос будет содержать необходимые данные для выполнения заказа: Материал, Цвет, Высота слоя, Процент заполнения, Предположительная технология.
Ознакомиться с инструкциями по подключению и использовании системы Вы можете на отдельной странице.
Контрагент и клиент взаимодействуют друг с другом за счет web-системы или web-приложения созданные командой Studia3D, зарегистрированные на реквизиты. Любой копирование, использование, неправомерное распространение логотипов, фирменного стиля и иной информации, связанной с указанием web-системы или web-приложения преследуется законом.
3D-печать
Условия
Система автоматически распределяет заказы клиентов на 3D-печать. При необходимости наши специалисты помогут с подготовкой G-Code. Стоит обратить внимание на то, что g-code или управляющая программа для 3D принтера может являться исключительно рекомендацией, а не готовым кодом для запуска процесса изготовления изделия. Ориентироваться на предоставленный файл необходимо только в качестве рекомендации. Конечную ответственность за качество изготовленной продукции несет исключительно поставщик и изготовитель.
При получении заказа Исполнитель обязуется изготовить продукт именно на тех 3D-принтерах, которые были указаны при регистрации Вас в качестве контрагента и подтверждены Администраторами системы Studia3D Aggregator.
Не допускается неисполнение заказа после того, как исполнитель принял заказ, тем самым уведомил об этом заказчика путем соответствующей отметки в системе Studia3D Aggregator. Любой заказ должен быть отправлен в транспортную компанию, если этого требуют условия заказа.
Срок выполнения заказа не должен превышать более 14 календарных дней.
После изготовления заказа Исполнитель обязуется предоставить результат деятельности в виде фотографий, которые должны быть загружены в личном кабинете Исполнителя на сайте aggregator.studia3d.com.
Доставка заказа осуществляется нашей курьерской службой, кроме случаев, когда доставка оплачивается системой на прямую Изготовителю.
Отпускаемая продукция не допускает наличие следующих элементов брака:
Filament
- Отсутствие корректной высоты первого слоя.
 Очень важно, чтобы первый слой вашей печати был прочно связан с платформой принтера, чтобы остальная часть вашей детали могла быть построена на этой основе. Если первый уровень не привязан к платформе сборки, он создаст проблемы позже.
Очень важно, чтобы первый слой вашей печати был прочно связан с платформой принтера, чтобы остальная часть вашей детали могла быть построена на этой основе. Если первый уровень не привязан к платформе сборки, он создаст проблемы позже.
- Недостаточная экструзия.
 Самый надежный способ проверить, достаточно ли экструдируется материал из сопла, — это напечатать простой 20-миллиметровый куб с минимум тремя контурами периметра. Проверьте фактическую ширину экструзии.
Самый надежный способ проверить, достаточно ли экструдируется материал из сопла, — это напечатать простой 20-миллиметровый куб с минимум тремя контурами периметра. Проверьте фактическую ширину экструзии. - Чрезмерная экструзия.
 Это чрезмерное выдавливание приведет к избытку пластика, который может испортить внешние размеры вашей детали. Убедитесь, что вы верно выбрали подачу материала.
Это чрезмерное выдавливание приведет к избытку пластика, который может испортить внешние размеры вашей детали. Убедитесь, что вы верно выбрали подачу материала. - Пробелы в верхних слоях.
 Хотя внутренняя часть детали может быть частично полой, мы хотим, чтобы внешняя часть оставалась твердой.
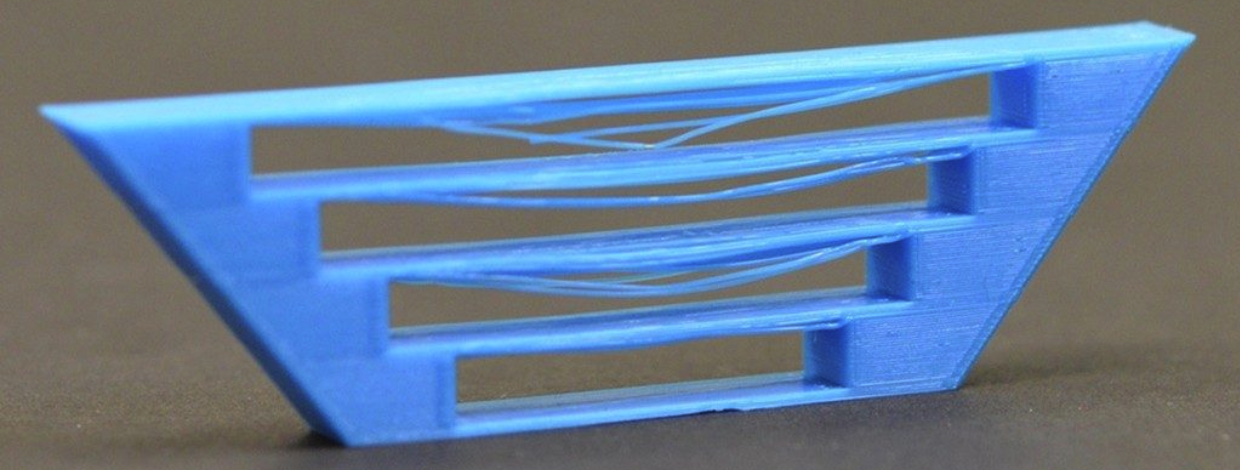
Хотя внутренняя часть детали может быть частично полой, мы хотим, чтобы внешняя часть оставалась твердой. - Струны и нитки.
 Нанизывание (иначе называемое просачивание, усы или «волосатые» отпечатки) происходит, когда на трехмерной печатной модели остаются небольшие струны из пластика. Обычно это происходит из-за вытекания пластмассы из сопла, когда экструдер перемещается в новое место.
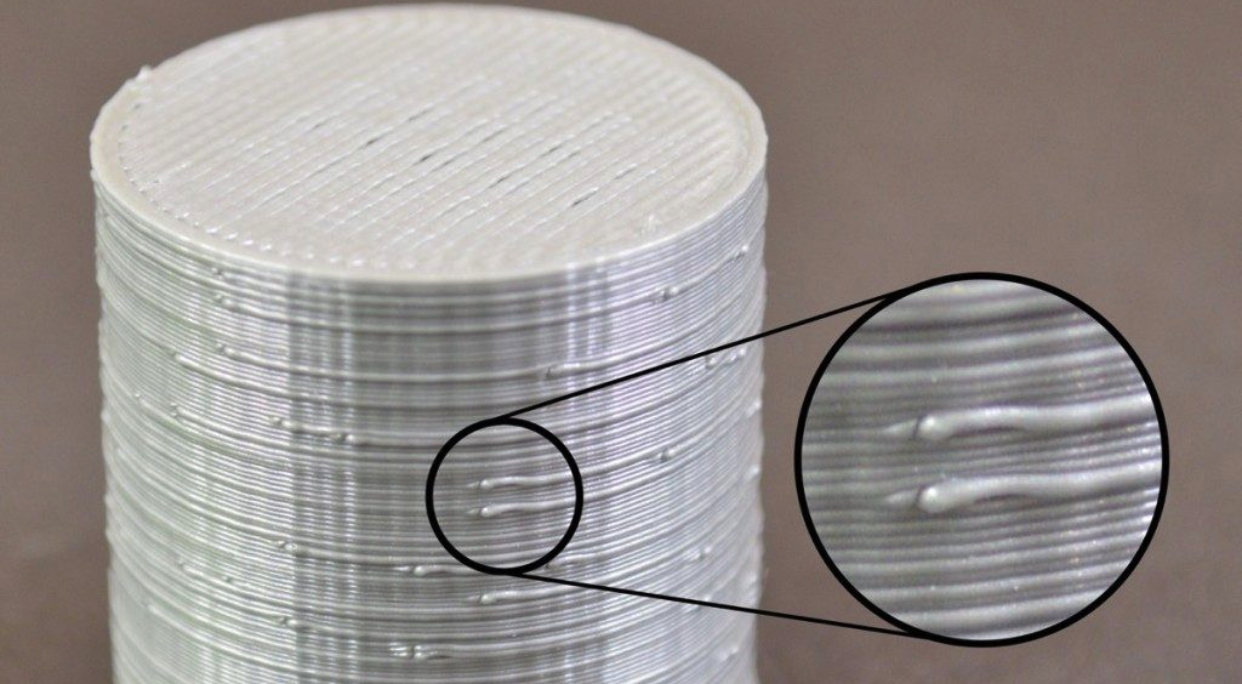
Нанизывание (иначе называемое просачивание, усы или «волосатые» отпечатки) происходит, когда на трехмерной печатной модели остаются небольшие струны из пластика. Обычно это происходит из-за вытекания пластмассы из сопла, когда экструдер перемещается в новое место. - Перегрев материала.
 Пластик, выходящий из экструдера, может находиться в диапазоне от 190 до 310 градусов Цельсия. Пока пластик еще горячий, он податлив и легко может быть сформирован в различные формы. Однако, по мере охлаждения, он быстро становится твердым и сохраняет свою форму. Вам необходимо добиться правильного баланса между температурой и охлаждением, чтобы ваш пластик мог свободно течь через сопло, но также он мог быстро затвердеть, чтобы сохранить точные размеры вашей 3D-напечатанной детали. Если этот баланс не достигнут, вы можете начать замечать некоторые проблемы с качеством печати, когда внешняя сторона вашей детали не так точна и определена, как вам хотелось бы.
Пластик, выходящий из экструдера, может находиться в диапазоне от 190 до 310 градусов Цельсия. Пока пластик еще горячий, он податлив и легко может быть сформирован в различные формы. Однако, по мере охлаждения, он быстро становится твердым и сохраняет свою форму. Вам необходимо добиться правильного баланса между температурой и охлаждением, чтобы ваш пластик мог свободно течь через сопло, но также он мог быстро затвердеть, чтобы сохранить точные размеры вашей 3D-напечатанной детали. Если этот баланс не достигнут, вы можете начать замечать некоторые проблемы с качеством печати, когда внешняя сторона вашей детали не так точна и определена, как вам хотелось бы. - Смещение слоев.
 Принтер просто пытается переместить головку инструмента в определенное место и надеется, что он туда попадет. В большинстве случаев это работает нормально, потому что шаговые двигатели, которые управляют принтером, довольно мощные, и нет никаких существенных нагрузок, которые бы препятствовали движению головки инструмента. Однако, если что-то пойдет не так, принтер не сможет обнаружить это.
Принтер просто пытается переместить головку инструмента в определенное место и надеется, что он туда попадет. В большинстве случаев это работает нормально, потому что шаговые двигатели, которые управляют принтером, довольно мощные, и нет никаких существенных нагрузок, которые бы препятствовали движению головки инструмента. Однако, если что-то пойдет не так, принтер не сможет обнаружить это. - Разделение и деламинация слоев.
 Чтобы финальная часть была прочной и надежной, необходимо убедиться, что каждый слой надлежащим образом связан со слоем под ним. Если слои не соединяются достаточно хорошо, конечная часть может разделиться или отделиться.
Чтобы финальная часть была прочной и надежной, необходимо убедиться, что каждый слой надлежащим образом связан со слоем под ним. Если слои не соединяются достаточно хорошо, конечная часть может разделиться или отделиться. - Пропуски или переливы материала в слоях.
 Если ваш принтер выдавливался должным образом в начале печати, но позже внезапно прекратил выдавливание, обычно есть только несколько вещей, которые могли бы вызвать эту проблему. Проверьте диаметр нити, чистоту экструдера, блок подачи материала. Если проблема не устранена, обратитесь к производителю 3D-принтера. Если все работает правильно, эти слои будут выглядеть как одна гладкая поверхность. Однако, если что-то пойдет не так с одним из этих слоев, это обычно хорошо видно снаружи отпечатка. Эти неправильные слои могут выглядеть как линии или выступы по бокам вашей части.
Если ваш принтер выдавливался должным образом в начале печати, но позже внезапно прекратил выдавливание, обычно есть только несколько вещей, которые могли бы вызвать эту проблему. Проверьте диаметр нити, чистоту экструдера, блок подачи материала. Если проблема не устранена, обратитесь к производителю 3D-принтера. Если все работает правильно, эти слои будут выглядеть как одна гладкая поверхность. Однако, если что-то пойдет не так с одним из этих слоев, это обычно хорошо видно снаружи отпечатка. Эти неправильные слои могут выглядеть как линии или выступы по бокам вашей части. - Количество периметров — не меньше трёх. Минимальное количество внешних периметров не должно быть менее трех штук.
- Слабое внутреннее заполнение.
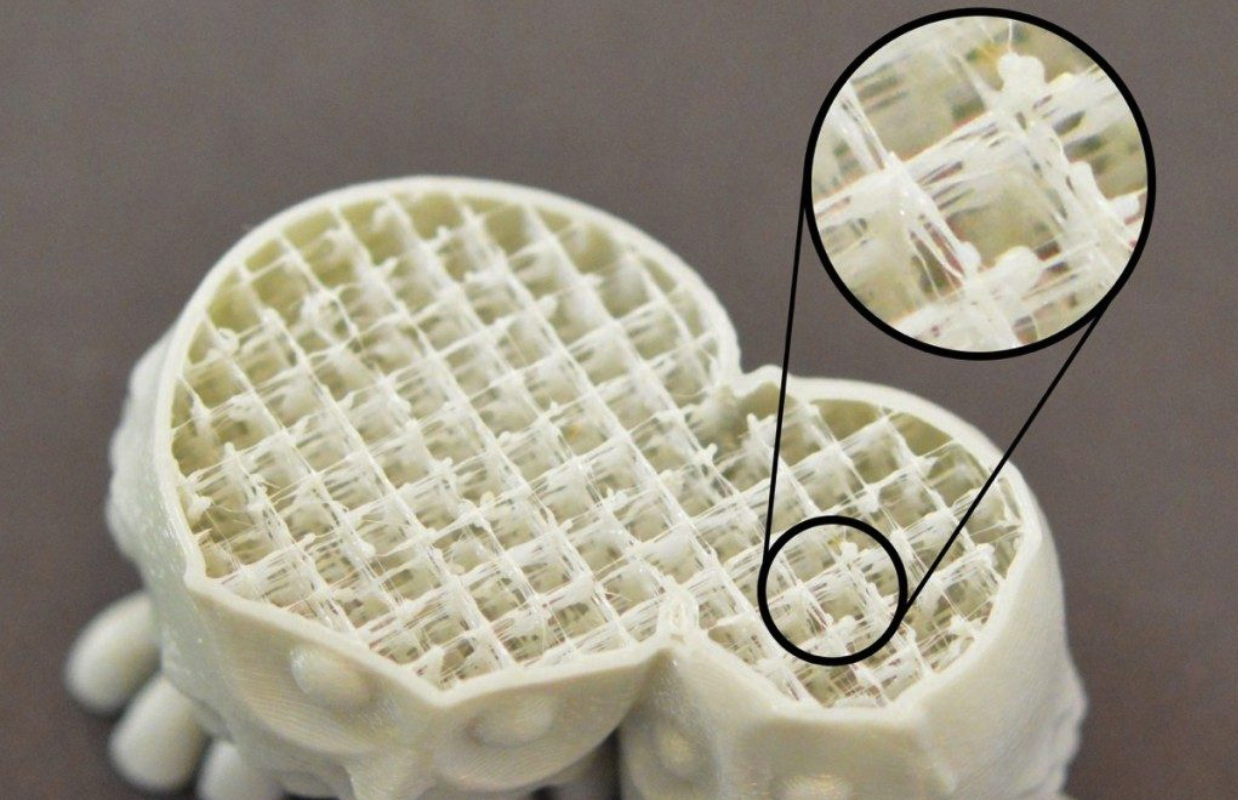 Заполнение внутри вашей 3D-печатной части играет очень важную роль в общей прочности вашей модели. Заполнитель отвечает за соединение внешних оболочек вашего 3D-отпечатка, а также должен поддерживать верхние поверхности, которые будут напечатаны поверх заполняющего элемента.
Заполнение внутри вашей 3D-печатной части играет очень важную роль в общей прочности вашей модели. Заполнитель отвечает за соединение внешних оболочек вашего 3D-отпечатка, а также должен поддерживать верхние поверхности, которые будут напечатаны поверх заполняющего элемента. - Качество поверхности. Шов.
 Компенсируйте разброс шва на модели. Сведите шов в одну линию или оптимизируйте его.
Компенсируйте разброс шва на модели. Сведите шов в одну линию или оптимизируйте его. - Усадка материала.
 Когда вы начнете печатать большие модели, вы можете заметить, что хотя первые несколько слоев вашей детали успешно прилипли к кровати, позже деталь начинает скручиваться и деформироваться. Это скручивание может быть настолько сильным, что фактически приводит к тому, что часть вашей модели отделяется от кровати, и в конечном итоге может привести к сбою всей печати. Такое поведение особенно распространено при печати очень больших или очень длинных деталей высокотемпературными материалами, такими как ABS. Основной причиной этой проблемы является тот факт, что пластик имеет тенденцию к усадке при охлаждении.
Когда вы начнете печатать большие модели, вы можете заметить, что хотя первые несколько слоев вашей детали успешно прилипли к кровати, позже деталь начинает скручиваться и деформироваться. Это скручивание может быть настолько сильным, что фактически приводит к тому, что часть вашей модели отделяется от кровати, и в конечном итоге может привести к сбою всей печати. Такое поведение особенно распространено при печати очень больших или очень длинных деталей высокотемпературными материалами, такими как ABS. Основной причиной этой проблемы является тот факт, что пластик имеет тенденцию к усадке при охлаждении. - Разрывы в тонких стенках.
 Поскольку ваш 3D-принтер оснащен соплом фиксированного размера, вы можете столкнуться с проблемами при печати очень тонких стенок, которые всего в несколько раз превышают диаметр сопла. Например, если вы пытались напечатать стену толщиной 1,0 мм с шириной экструзии 0,4 мм, вам может потребоваться внести некоторые коррективы, чтобы принтер создавал полностью сплошную стену и не оставлял зазора в середине. Если Вы не можете устранить данную ошибку, обратитесь за помощью по подготовке G-Code на почту aggregator@studia3d.com.
Поскольку ваш 3D-принтер оснащен соплом фиксированного размера, вы можете столкнуться с проблемами при печати очень тонких стенок, которые всего в несколько раз превышают диаметр сопла. Например, если вы пытались напечатать стену толщиной 1,0 мм с шириной экструзии 0,4 мм, вам может потребоваться внести некоторые коррективы, чтобы принтер создавал полностью сплошную стену и не оставлял зазора в середине. Если Вы не можете устранить данную ошибку, обратитесь за помощью по подготовке G-Code на почту aggregator@studia3d.com. - Вибрации и колебания.
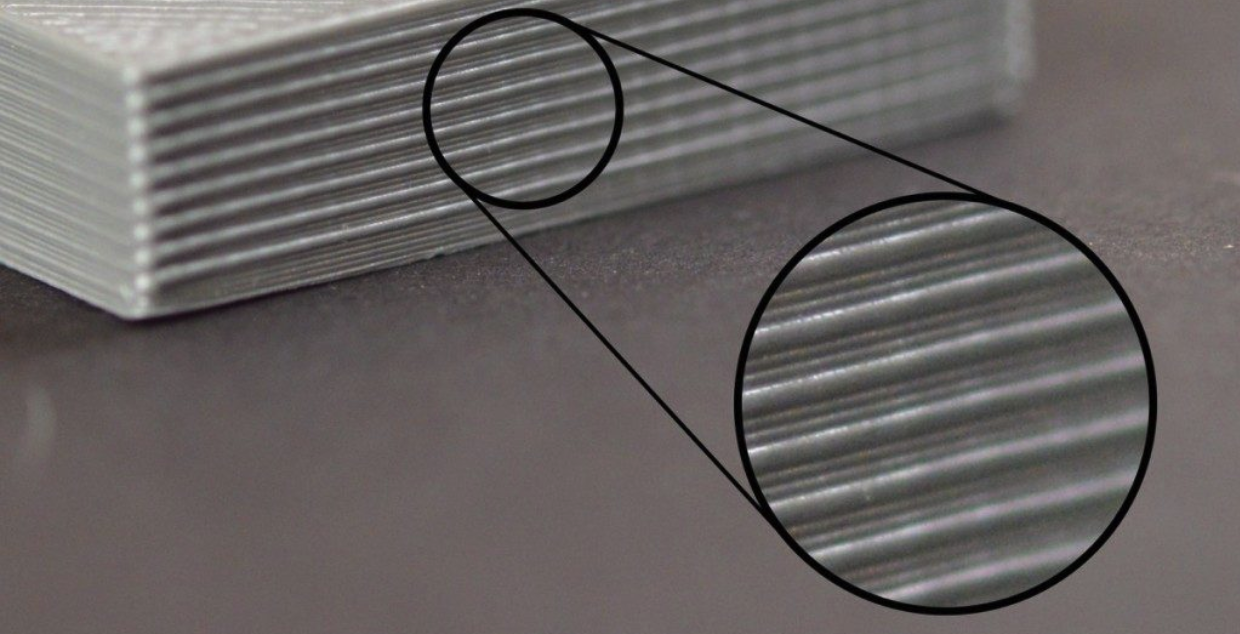
 Волнистый рисунок, который может появиться на поверхности вашего отпечатка из-за вибрации или колебания принтера. Как правило, вы заметите эту схему, когда экструдер внезапно меняет направление, например, возле острого угла. Например, если вы печатали 20-миллиметровый куб, каждый раз, когда экструдер переключается на печать другой грани куба, ему нужно будет менять направления. На это может повлиять скорость 3D-печати, механические проблемы 3D-принтера, неправильная прошивка 3D-принтера. Внимательно прочитайте статью о качестве 3D-печати.
Волнистый рисунок, который может появиться на поверхности вашего отпечатка из-за вибрации или колебания принтера. Как правило, вы заметите эту схему, когда экструдер внезапно меняет направление, например, возле острого угла. Например, если вы печатали 20-миллиметровый куб, каждый раз, когда экструдер переключается на печать другой грани куба, ему нужно будет менять направления. На это может повлиять скорость 3D-печати, механические проблемы 3D-принтера, неправильная прошивка 3D-принтера. Внимательно прочитайте статью о качестве 3D-печати. - Следы от свободных перемещений экструдера.
 Правильно настраивайте ретракт во время свободного перемещения экструдера, чтобы предотвратить данные следы.
Правильно настраивайте ретракт во время свободного перемещения экструдера, чтобы предотвратить данные следы. - Разрывы между заполнением и периметром.
 Каждый слой вашей 3D-печатной части создается с использованием комбинации периметра контура и заливки. Периметры очерчивают контур вашей части, создавая прочный и точный внешний вид. Заполнение напечатано внутри этих периметров, чтобы составить остальную часть слоя. Заполнение обычно использует быстрый рисунок вперед-назад, чтобы обеспечить высокую скорость печати. Поскольку в заливке используется другой шаблон, нежели контур вашей детали, важно, чтобы эти два раздела слились воедино и образовали прочную связь.
Каждый слой вашей 3D-печатной части создается с использованием комбинации периметра контура и заливки. Периметры очерчивают контур вашей части, создавая прочный и точный внешний вид. Заполнение напечатано внутри этих периметров, чтобы составить остальную часть слоя. Заполнение обычно использует быстрый рисунок вперед-назад, чтобы обеспечить высокую скорость печати. Поскольку в заливке используется другой шаблон, нежели контур вашей детали, важно, чтобы эти два раздела слились воедино и образовали прочную связь. - Разрывы в углах пола.
 При создании 3D-напечатанной детали каждый слой опирается на фундамент из слоя ниже. Тем не менее количество пластика, которое используется для печати, также является проблемой, поэтому необходимо достичь баланса между прочностью основы и количеством пластика, который используется. Если основание недостаточно прочное, вы начнете видеть отверстия и зазоры между слоями.
При создании 3D-напечатанной детали каждый слой опирается на фундамент из слоя ниже. Тем не менее количество пластика, которое используется для печати, также является проблемой, поэтому необходимо достичь баланса между прочностью основы и количеством пластика, который используется. Если основание недостаточно прочное, вы начнете видеть отверстия и зазоры между слоями. - Плохое натяжение мостов.
 Мост — это термин, который относится к пластику, который необходимо выдавливать между двумя точками без какой-либо поддержки снизу. Для более крупных мостов может потребоваться добавить опорные конструкции, но короткие мосты обычно можно печатать без каких-либо опор, чтобы сэкономить материал и время печати. Когда вы соединяете между двумя точками, пластик будет вытеснен через зазор, а затем быстро охлажден, чтобы создать прочное соединение. Чтобы получить наилучшие результаты моста, вам необходимо убедиться, что ваш принтер правильно откалиброван с лучшими настройками для этих специальных сегментов. Если вы заметили провисание, понижение или разрывы между выдавленными сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов.
Мост — это термин, который относится к пластику, который необходимо выдавливать между двумя точками без какой-либо поддержки снизу. Для более крупных мостов может потребоваться добавить опорные конструкции, но короткие мосты обычно можно печатать без каких-либо опор, чтобы сэкономить материал и время печати. Когда вы соединяете между двумя точками, пластик будет вытеснен через зазор, а затем быстро охлажден, чтобы создать прочное соединение. Чтобы получить наилучшие результаты моста, вам необходимо убедиться, что ваш принтер правильно откалиброван с лучшими настройками для этих специальных сегментов. Если вы заметили провисание, понижение или разрывы между выдавленными сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов.
Допускается наличие дефектов, связанных с технологией, и допущений применительно к модели клиента:
- Плохая поверхность в местах, находящихся над поддерживающими структурами.
 Проверьте правильность расположения модели в области 3D-принтера для минимизации этих мест на модели.
Проверьте правильность расположения модели в области 3D-принтера для минимизации этих мест на модели. - Точность изделия.
 Размер ваших 3D-отпечатанных деталей может быть чрезвычайно важен, если вы создаете большие сборки или детали, которые должны точно совмещаться. Существует много общих факторов, которые могут повлиять на эту точность, таких, как недостаточное или чрезмерное выдавливание, тепловое сжатие, качество нити и даже выравнивание сопел первого слоя. Проверьте все пункты из отдельной статьи для соблюдения всех необходимых норм для получения максимально точного изделия. В качестве требований к отдельным технологиям изготовления изделия требуется ориентироваться на информацию представленную в разделе технологии.
Размер ваших 3D-отпечатанных деталей может быть чрезвычайно важен, если вы создаете большие сборки или детали, которые должны точно совмещаться. Существует много общих факторов, которые могут повлиять на эту точность, таких, как недостаточное или чрезмерное выдавливание, тепловое сжатие, качество нити и даже выравнивание сопел первого слоя. Проверьте все пункты из отдельной статьи для соблюдения всех необходимых норм для получения максимально точного изделия. В качестве требований к отдельным технологиям изготовления изделия требуется ориентироваться на информацию представленную в разделе технологии. - Мелкие элементы не пропечатаны.
 Если в параметрах заказа указано конкретное сопло, но вы видите, что некоторые элементы не припечатываются при таком диаметре сопла, не надо стремиться установить меньший диаметр. Необходимо печатать модель в таком виде, который выдает слайсер с диаметром сопла, указанным в параметрах заказа.
Если в параметрах заказа указано конкретное сопло, но вы видите, что некоторые элементы не припечатываются при таком диаметре сопла, не надо стремиться установить меньший диаметр. Необходимо печатать модель в таком виде, который выдает слайсер с диаметром сопла, указанным в параметрах заказа.
Подробное описание всех ошибок и пути их решения опубликованы на сайте Simplify3D.
Металл
- Смещение относительно плоскости более точности 3D-принтера не допускается.

2. Спайка отверстий и каналов более точности 3D-принтера не допускается.

3. Отклонение от формы более точности 3D-принтера не допускается.

Расчёт стоимости изделий для клиента.
Производится из учета (Материалы, время работы принтера)
Расчет стоимости 3D-печати производится в автоматическом режиме. В качестве слайдера для расчета стоимости FDM 3D-печати используется программное обеспечение Cura 3.4. Для расчета стоимости других технологий используется параметрические данные 3D-модели. Расчет стоимости производится исходя из условия:
| Название материала | Стоимость 3D-печати | Условия |
| PET-G plastic | 200 руб./час работы принтера + 2.65 руб./грамм материала + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| PET-G V0 plastic | 200 руб./час работы принтера + 4.4 руб./грамм материала + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| PP+ (Полипропилен) | 227 руб./час работы принтера + 5,98 руб./грамм материала + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| Resin Visijet | 1100 руб./см кубический модели Для WAX: 1200 руб./см кубический модели | Оборудование от 3Dsystems. |
| Resin FormLabs | 100 руб./см кубический модели. Castable: (230 руб./см кубический модели; Dental: (105,7 руб./см кубический модели). | Оборудование от FormLabs или аналогичный SLA 3D-принтер. |
| Steel (stainless) | 840 руб./см кубический модели. | 3D-принтер, работающий по технологии SLM (DMP). |
| Aluminum | 745 руб./см кубический модели. | 3D-принтер, работающий по технологии SLM (DMP). |
| Polyamide PA2200 (SLS) | 110 руб./см кубический модели | 3D-принтеры EOS или аналогичные SLS 3D-принтеры. |
| PLA plastic | 207 руб./час + 2,39 руб./грамм материала + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| WAX (FDM) | 207 руб./час + 21 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| ABS plastic | 237 руб./час + 2.12 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| ABS M30 plastic | 267 руб./час + 16.6 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| ASA plastic | 237 руб./час + 8 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| SBS plastic | 237 руб./час + 3 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| Nylon | 237 руб./час + 25 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| CERAMO | 237 руб./час + 13 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| Composite TOTAL CF5 | 237 руб./час + 20 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
| TPU FLEX (FDM) | 315 руб./час + 4,78 руб./грамм + амортизация оборудования* + электричество**. | Технология: FDM (FFF) Высота слоя: 0.2 мм; Толщина стенки: 1.2 мм; Толщина верхнего и нижнего перекрытия: не менее 1.2 мм; Размер сопла: 0.3 — 0.4 мм; Скорость печати внешней оболочки: не более 45 мм/сек; Скорость печати: не более 60 мм/сек; Скорость перемещения: не более 120 мм/сек; Материал поддержки: обязателен; Угол для поддержки: 45 градусов; |
*Амортизация оборудования рассчитывается из учета 0.46 руб./час с учетом обесценивания для 3D-принтера открытого типа или 3.41 руб./час с учетом обесценивания для 3D-принтера закрытого типа.
**Затраты на электроэнергию рассчитываются из учета тарифа на электричество равном 9 руб./кВт час. Усредненная мощность 3D-принтера 500 Вт.
В случае, если по каким то причинам система в автоматическом режиме не смогла произвести расчет стоимости FDM 3D-печати, то оценка происходит в ручном режиме через программное обеспечение Simplify3D. Расчет стоимости производится исходя из условия:
Стоимость изделия = {Количество часов 3D-печати} x {217 руб/час} + {Стоимость материала по рыночной цене}
Оптовая стоимость производства
Подключаясь к системе вы соглашаетесь с клиентскими ценами на 3D-печать. В момент получения запроса на 3D-печать вы будете иметь возможность отказаться от заказа, например, если у вас большая загрузка. Однако, если вы будете часто отказываться от заказов, есть большая вероятность, что администратор отключит вас от возможности получения заказ.
Здесь указаны основные принципы формирования стоимости изготовления, однако стоит помнить, что при расчете цены заказа могут учитываться различные факторы, такие как:
- Бонусы и награды: Аккаунт клиента может быть учтен в программе лояльности, которая предоставляет бонусы и награды за активность на платформе.
- Акции и специальные предложения: Время от времени мы проводим акции и предоставляем специальные предложения, которые могут влиять на ценообразование. Учитывайте актуальные акции при оформлении заказа клиентом.
- Скидки: В случае участия в акциях, выполнения определенных условий или при особой договоренности, клиент может иметь право на получение скидок на услуги.
- Дополнительные факторы: Иногда ценообразование может быть скорректировано по другим факторам, оговоренным в индивидуальных соглашениях с администрацией платформы.
Пожалуйста, учитывайте условия и возможные дополнительные льготы при принятии заказа в работу, так как они напрямую влияют на итоговую стоимость. Оцените актуальность стоимость заказа конкретно для вас.
Срок выполнения заказа исполнителем: не более 7 календарных дней.
Стандартные параметры FDM печати
В случае отсутствия указаний на режимы 3D печати со стороны системы Studia3D Aggregator необходимо пользоваться стандартными параметрами FDM 3D печати. Ниже приводится перечисление параметров, которые должны быть заложены в вашем слайсере при подготовке G-кода по умолчанию в случае отсутствия иных указаний в уведомлении о заказе.
| Диаметр сопла | 0.4 мм |
| Высота слоя | 0.2 мм |
| Заполнение | 20% |
| Количество верхних перекрытий | не менее 5 |
| Количество нижних перекрытий | не менее 5 |
| Количество периметров | не менее 3 |
| Поддерживающие структуры | При необходимости |
| Скорость 3D печати (рабочий ход) | не более 45 мм/сек |
| Функция предотвращения пересечения детали при перемещении | Включено |
| Функция переменной экструзии | Включено |
Все остальные параметры выбираются непосредственно технологом на предприятии исполнителя. В качестве рекомендации предлагаем воспользоваться накопительной базой профилей, предлагаемых нашей командой на отдельной странице. Выбранные технологом параметры должны обеспечить высокое качество и отсутствие дефектов, описываемых в пункте Условия.
Приладка
Приладка представляет собой процесс пробного изготовления изделия с целью определения режимов работы станков для последующего производства большой партии однотипных изделий. Она применяется в случаях, когда необходимо изготовить изделия в мелкой или средней серии, но предварительное согласование с заказчиком обязательно. В рамках приладки изготавливается небольшая партия или единичная деталь, в процессе производства которой настраиваются режимы и технология изготовления. Приладка также позволяет отработать технологию производства изделия и оптимизировать все возможные издержки, которые могут возникнуть в процессе изготовления отдельной детали. Этот этап играет важную роль в обеспечении качества и эффективности производства.
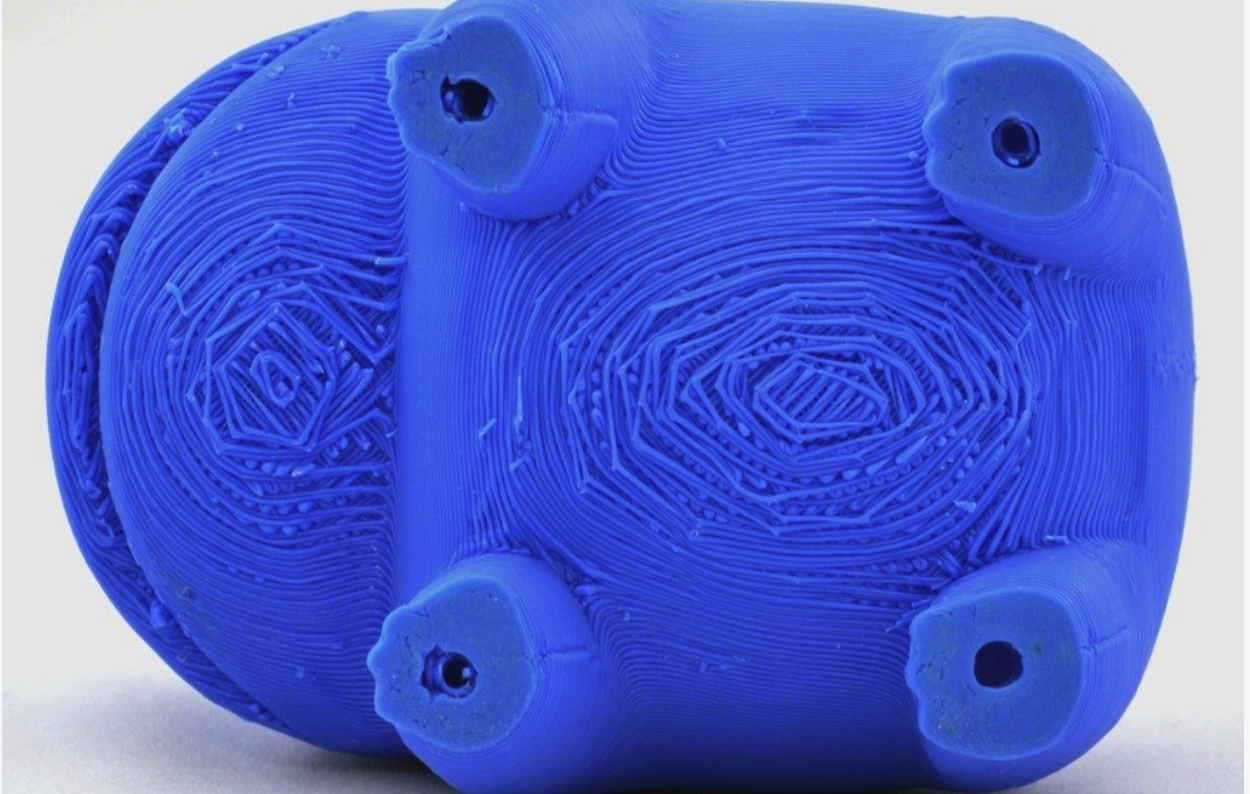
Визуальный контроль изготовленных изделий
Для визуального контроля качества изготовленных изделий на этапе сдачи заказа, наши специалисты могут запрашивать фото изделий. Требования к фото следующие:
1. Деталь должна быть сфотографирована таким образом, чтобы просматривалась с каждой стороны.
2. Деталь должна быть расположена на фоне равномерного и единого цвета. Рекомендуется использовать фотобокс или навесной фон. Допускается фото на большом белом листе бумаги.
3. Фотографии должны быть сфокусированы на объекте. Изображение деталей должно быть четким и не иметь размытий, шума.
Для обеспечения наилучшего качества фотографий рекомендуем использовать специальный фотобокс.

Фотобокс для изделий из 3D принтера.
Эти требования обеспечат достаточную информацию для визуального контроля и оценки качества изготовленных изделий на этапе сдачи заказа.
Подготовка моделей со стороны специалистов Studia3D Aggregator
В случае, если у Вас возникают проблемы с подготовкой управляющей программы для 3D-принтера, Вы всегда можете обратиться к специалистам Studia3D Aggregator. Все модели проходят тщательную проверку перед распределением заказа. Если Вам поступил заказ в котором Вы не уверены в правильно подготовки G-Code, Лучше обратитесь к специалистам Studia3D за помощью.
В случае подготовки управляющей программы со стороны наших специалистов файл с управляющей программой (.gcode) будет иметь название файла, включающее в себя следующие обозначения:
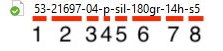
1 — порядковый номер GCode. Внутренний номер команды Studia3D и не на что, не влияет.
2 — Номер заказа. Чтобы Вы могли сразу понять из какого заказа данные файлы.
3 — диаметр используемого сопла. Для удобной расшифровки предлагаем пользоваться таблицей ниже.
| Обозначение | Диаметр в мм |
| 01 | 0,1 |
| 02 | 0,2 |
| 03 | 0,3 |
| 04 | 0,4 |
| 05 | 0,5 |
| 06 | 0,6 |
| 08 | 0,8 |
| 10 | 1 |
| 12 | 1,2 |
4 — материал, используемый для изготовления изделия в соответствии с данным GCode. Для удобной расшифровки предлагаем пользоваться таблицей ниже.
| Обозначение | Материал |
| p | PET-G |
| pl | PLA |
| tlcf5 | TOTAL CF-5 (Filamentarno) |
| ab | ABS |
| rp | rPET-G |
5 — Цвет материала, используемый в GCode.
| Обозначение | Цвет |
| n | Натуральный (Natural) |
| w | Белый (White) |
| b | Черный (Black) |
| sil | Серебристый (Silver) |
| gl | Золотой (Gold) |
| tur | Бирюзовый (turquoise) |
| pur | Пурпурный (Purple) |
| gr | Зеленый (Green) |
6 — количество грамм, требуемое на печать модели в соответствии с данным GCode.
7 — количество часов, требуемое на печать модели в соответствии с данным GCode.
8 — используемый 3D-принтер для изготовления изделия в соответствии с данным GCode.
3D-модели и изделия
Система имеет функционал размещения собственных товаров на торговой площадке Studia3D.com. Товаром могут являться 3D-модели или изделия, распечатанные на 3D-принтере. Чтобы добавить, опубликовать или отредактировать товар на сайте Studia3D.com, воспользуйтесь инструкцией.
Система имеет функционал вывода отображения 3D-модели в карточке товара. Система имеет визуальный конструктор, в который вы можете загрузить 3D-модель и настроить такие параметры, как цвет, фон, отражение, источники света, тени и т.д. .
Поддерживаемые файлы: STL (bin, ascii), OBJ (включая поддержку MTL), VRML, GLTF (включая текстуры и анимацию), ZIP.
Добавление изображений возможно только с соотношением сторон 900 х 900. Иначе Ваш товар будет отклонён. В описании товара в текстовом виде и в изображениях должен отсутствовать мат, религиозные и политические высказывания.
При размещении исполнителем на сайте Агрегатора товаров, администраторами Агрегатора будут проработаны:
- SEO на двух языках
- Перевод на все языки сайта
- Контекстная реклама
- Социальные сети
Магазин продавца
В названии магазина продавца, описании магазина, названии товара, описании товара не должны быть указаны ссылки на иной ресурс, сайт, сервер.
Кабинет продавца Кабинет изготовителя
Инструкции для продавца Инструкции для изготовителя
Срок поставки изделий, изготавливаемых по индивидуальной 3D модели — не более 2-х недель.*
Срок поставки товаров — не более 1-й недели.*
*под поставкой подразумевается передача объекта покупки в транспортную компанию, службу логистики или лично клиенту.
Предмет договора
Согласно настоящему Договору Заказчик поручает, а Исполнитель обязуется лично и/или с привлечением третьих лиц оказать услуги по 3D-печати прототипов, осуществить поставку расходных материалов для 3D печати, именуемых далее «Продукция», в соответствии с Заказом и утвержденными оригинал-макетами продукции, а Заказчик принять и оплатить ее. Услуги считаются оказанными (Продукция поставленной) после подписания сторонами акта оказанных услуг (товарной накладной, УПД) и оплаченными после поступления на расчетный счет исполнителя оплаты, рассчитанной автоматической системой расчета стоимости или фиксированной стоимости товара на Сайте. Размещение и передача заказа происходит на электронной торговой площадке Заказчика для совершения купли-продажи пользователями Сайта изделий, моделей и др. товаров у Исполнителя, использующих Сайт как электронную торговую площадку для реализации своих изделий и изготовления изделий по заказу, сформированному пользователем посредством Сайта.
Обязанности Агента
Предоставить Контрагенту рабочие материалы в виде электронной версии и оригинал-макеты Продукции.
Предоставлять для производства печати материалы, не нарушающие авторские права других лиц, с соблюдением принципов и норм международного права, действующих на территории Российской Федерации, законодательства РФ.
Произвести оплату согласно п. 5 настоящего договора.
Агент обязан в течение двух дней с момента получения вернуть Исполнителю 1 (один) экземпляр подписанного Акта приема-передачи выполненных работ (товарной накладной, УПД). Документ может быть подписан сторонами посредством факсимильной связи или использовать электронный документооборот. В случае неподписания документа в указанный срок и непредоставления Агентом мотивированного письменного отказа от подписания документа (можно посредством факсимильной связи), либо претензии работы считаются выполненными и принятыми Заказчиком. Заказчик обязан получить Продукцию со склада Исполнителя не позднее четырнадцати дней с момента уведомления Заказчика о выполнении работ, либо окончания срока выполнения работ. Хранение Продукции более указанного срока осуществляется за счет Заказчика по тарифам Агента, но не более 100 рублей в сутки. За неоплату выставленного счета за хранение Исполнитель имеет право применить штрафные санкции настоящего договора. Неисполнение обязанности по получению Продукции не является основанием для неоплаты выполненных работ (оказанных услуг).
Заказчик обязан при фактическом получении Продукции произвести осмотр упаковки, и при наличии видимых повреждений предъявить претензию в письменном виде не позднее 5 (пяти) дней с момента получения Продукции. При отсутствии отметки и претензии в указанные сроки, Продукция считается принятой по количеству и качеству в полном объеме. Претензии по внутритарной недостаче, либо по скрытым недостаткам предъявляются Заказчиком в 2-х дневный срок с момента передачи Продукции, и принимаются Исполнителем к рассмотрению без отметки в товарной накладной. Претензии могут быть приняты Исполнителем только при условии предъявления Заказчиком для осмотра и анализа всей партии бракованной Продукции.
Не позднее 5 (пяти) календарных дней с момента (даты) отгрузки товара Исполнитель обязан направить Покупателю закрывающие документы, оформленные в соответствии со ст.169 Налогового кодекса РФ. Счета-фактуры, в которых обнаружены ошибки, должны быть перевыставлены (исправлены) Исполнителем и направлены Покупателю не позднее 3-х (трех) дней с момента получения от Покупателя сообщения о наличии в счете-фактуре ошибки.
Обязанности исполнителя
Предоставить Агенту и Заказчику рабочие материалы в виде электронной версии и, если предусмотрено в заявке, оригинал-макеты продукции, для утверждения.
Выполнить работы по изготовлению Продукции согласно в соответсвии с условиями договора, Заказом и сроками работ.
Заранее предупредить Заказчика обо всех обстоятельствах, которые создают невозможность завершения работы в срок.
Известить Заказчика об окончании работы путем соответствующей отметки в личном кабинете Исполнителя, расположенного на сайте aggregator.studia3d.com или путем отправки соответствующего уведомления на электронную почту aggregatr@studia3d.com с указанием номера заказ в теме письма.
Обеспечить упаковку и качество товара.
Продукция должна быть изготовлена именно на тех 3D-принтерах, которые были указаны при регистрации Исполнителя в качестве контрагента и подтверждены Администраторами системы Studia3D Aggregator, а также удовлетворяют требованиям заказа.
Не допускается неисполнение заказа после того, как Исполнитель принял заказ и уведомил об этом Заказчика по e-mail. В противном случае будут применены штрафные санкции в адрес Исполнителя.
Отпускаемая продукция не допускает наличие элементов брака, подробно описанного в соответствующем разделе инструкций.
Обязанности Исполнителя в отношении размещения товаров на Сайте:
Исполнитель соглашается не использовать Сайт для каких-либо целей, которые являются незаконными или запрещенными Договором, а также для подстрекательства к выполнению любой незаконной деятельности.
Исполнитель соглашается использовать Сайт только в законных целях и в соответствии с положениями и условиями, содержащимися в настоящем документе.
Исполнитель несет ответственность за все, что публикует на Сайте.
Исполнитель несет ответственность за свой компьютер и доступ к предоставляемым услугам.
Исполнитель несет единоличную ответственность за все действия, осуществляемые с использованием своего компьютера, включая необходимость принятия надлежащих мер предосторожности для защиты от троянов, шпионских программ, вредоносных программ, вирусов и других угроз их безопасности и любой сети, к которой они подключены.
Исполнитель не имеете права предоставлять доступ к Сайту или любому программному обеспечению или приложениям или загружать их в связи с Сайтом третьим лицам.
Кроме того, Исполнитель соглашается не делать ничего из следующего:
Модифицировать, адаптировать, переводить, копировать, воспроизводить, имитировать, распространять, публиковать или перепродавать Сайт или любой контент на Сайте, включая, помимо прочего, товарные знаки и авторские права Studia3D.com или осуществлять производное использование Сайта или его содержимого.
Загружать или копировать любую информацию учетной записи, которая не принадлежит Исполнителю для его собственного использования или в интересах другой стороны.
Обходить любые технические меры, используемые для предотвращения или ограничения доступа к любой части Сайта.
Обратный инжиниринг, декомпиляция или дизассемблирование Сайта или преобразование в удобночитаемую форму любого содержимого этого Сайта, не предназначенного для такого прочтения, включая, но не ограничиваясь, использованием или прямым просмотром базового кода для Сайта, за исключением случаев, когда они интерпретируются и отображаются в веб-браузере.
Использовать любые средства сбора данных, роботов или аналогичные инструменты автоматического сбора и извлечения данных для доступа к Сайту.
Нарушать или пытаться нарушать безопасность Сайта или вмешиваться или пытаться вмешиваться в надлежащую работу Сайта.
Получать несанкционированный доступ к любой части Сайта или любым системам или сетям, связанным с Сайтом, с помощью взлома, взлома, майнинга, фишинга или любыми другими способами.
Предпринимать любые действия, которые создают необоснованную или непропорционально большую нагрузку на инфраструктуру Сайта или любые системы или сети, подключенные к Сайту.
Мы оставляем за собой право по собственному усмотрению отказать в обслуживании, заблокировать или предотвратить в будущем доступ и использование этого Сайта, закрыть учетную запись любого пользователя, а также изменять или удалять любые материалы, представленные на Сайте через учетную запись пользователя. После прекращения действия этой лицензии условия настоящего Соглашения будут по-прежнему применяться, насколько это практически возможно.
При взаимодействии с администраторами системы следует соблюдать уважение и вежливость. Отсутствие ненормативной лексики, оскорблений и агрессивного поведения обязательно. Эти правила обеспечивают респектабельное и эффективное общение с администраторами Studia3D Aggregator и способствуют поддержанию позитивной атмосферы на платформе.
Ответственность сторон
За нарушение Заказчиком сроков оплаты, он по требованию Исполнителя обязан выплатить штрафную неустойку в размере 0,1% от неоплаченной суммы за каждый день просрочки. За нарушение сроков изготовления продукции, Исполнитель по письменному требованию Заказчика обязан выплатить штрафную неустойку в размере 0,1% от стоимости, изготовленной не в срок продукции за каждый день просрочки.
Споры по настоящему договору рассматриваются в претензионном порядке. Срок рассмотрения претензий 10 рабочих дней со дня ее получения.
В случае изготовления продукции, характеристики которой не соответствуют условиям настоящего договора, Заказчик вправе потребовать от Исполнителя безвозмездного устранения недостатков (брака) в срок, согласованный обеими сторонами, но не более 14 (четырнадцати) календарных дней, при этом срок оплаты приостанавливается до даты устранения недостатков. Наличие недостатков и их объем в общем тираже подтверждается соответствующим актом ТПП, либо двухсторонним актом, подписанным сторонами договора
Ответственность Исполнителя:
В случае нарушения Исполнителем следующих положений, Исполнитель имеет право ввести штрафные санкции и ограничить Исполнителю доступ к площадке:
Список нарушений:
А) не поставка утвержденного заказа
Б) не поставка заказа в установленный срок
В) не соответствующее качество заказа
Г) недопоставка заказа в полном объеме
Д) иные нарушения условий договора
Порядок введения штрафных санкций:
А) 1 нарушение — предупреждение
Б) 2 нарушение — отключение до 3х месяцев
В) 3 и более нарушений за полгода — разрыв договора. Продавец будет заблокирован, а его магазин будет удален из системы.
В случае работы магазина в системе Studia3D Aggregator на владельца магазина накладывается ответственность по выполнению условия заказа, отгрузки товара, продаже 3D моделей или иных действий, связанных с площадкой Studia3D Aggergator. В случае невыполнения условий администраторы Studia3D Aggergator в праве отключить продавца от системы, сохранив за собой право распоряжаться опубликованными на ресурсами материалами. В случае единоразового нарушения условий продавец получит предупреждение. В случае повторного нарушения условий работы в магазине продавец будет отключен от системы выплат на срок до 3-х месяцев. После троекратного нарушения условий продавец будет заблокирован, а его магазин будет удален из системы.
Прочие условия
Исполнитель несет ответственность за все, что публикует.
Исполнитель соглашается не использовать Сайт для каких-либо целей, которые являются незаконными или запрещенными Договором, а также для подстрекательства к выполнению любой незаконной деятельности.
Исполнитель соглашаетесь использовать этот Сайт только в законных целях и в соответствии с положениями и условиями, содержащимися в настоящем документе.
Исполнитель несет ответственность за свой компьютер и доступ к предоставляемым услугам. Исполнитель несет единоличную ответственность за все действия, осуществляемые с использованием своего компьютера, включая необходимость принятия надлежащих мер предосторожности для защиты от троянов, шпионских программ, вредоносных программ, вирусов и других угроз их безопасности и любой сети, к которой они подключены.
Исполнитель не имеете права предоставлять доступ к Сайту или любому программному обеспечению или приложениям или загружать их в связи с Сайтом третьим лицам.
Кроме того, Исполнитель соглашается не делать ничего из следующего:
Модифицировать, адаптировать, переводить, копировать, воспроизводить, имитировать, распространять, публиковать или перепродавать Сайт или любой контент на Сайте, включая, помимо прочего, товарные знаки и авторские права Studia3D.com или осуществлять производное использование Сайта или его содержимого.
Загружать или копировать любую информацию учетной записи, которая не принадлежит Исполнителю для его собственного использования или в интересах другой стороны.
Обходить любые технические меры, используемые для предотвращения или ограничения доступа к любой части Сайта.
Обратный инжиниринг, декомпиляция или дизассемблирование Сайта или преобразование в удобночитаемую форму любого содержимого этого Сайта, не предназначенного для такого прочтения, включая, но не ограничиваясь, использованием или прямым просмотром базового кода для Сайта, за исключением случаев, когда они интерпретируются и отображаются в веб-браузере.
Использовать любые средства сбора данных, роботов или аналогичные инструменты автоматического сбора и извлечения данных для доступа к Сайту.
Нарушать или пытаться нарушать безопасность Сайта или вмешиваться или пытаться вмешиваться в надлежащую работу Сайта.
Получать несанкционированный доступ к любой части Сайта или любым системам или сетям, связанным с Сайтом, с помощью взлома, взлома, майнинга, фишинга или любыми другими способами.
Предпринимать любые действия, которые создают необоснованную или непропорционально большую нагрузку на инфраструктуру Сайта или любые системы или сети, подключенные к Сайту.
Мы оставляем за собой право по собственному усмотрению отказать в обслуживании, заблокировать или предотвратить в будущем доступ и использование этого Сайта, закрыть учетную запись любого пользователя, а также изменять или удалять любые материалы, представленные на Сайте через учетную запись пользователя. После прекращения действия этой лицензии условия настоящего Соглашения будут по-прежнему применяться, насколько это практически возможно.
Упаковка и отгрузка
Упаковка ТИП 1 [Товар]
В случае, если отгружаемый объект является товаром, вышедшим с производства с упаковкой от производителя, которая уже содержит все необходимые требования для безопасной транспортировки, то переупаковка для отгрузки товара не требуется. Товар требуется отгрузить в заводской упаковке для транспортировки. Дополнительно упакованному товару необходимо распечатать документы по форме транспортной компании. При этом необходимо убедиться в отсутствии на упаковке производителя дополнительных наклеек, документов или материалов, которые не имеют отношения к самому товару и его упаковке.
Упаковка ТИП 2 [Торговая]
Если упаковка подразумевает отгрузку товаров, изготовленных на вашем предприятии для розничной или оптовой продажи необходимо придерживаться общих правил для упаковки таких товаров. Упаковка должна быть произведена про инструкции к упаковке, прилагаемой к заказу. В случае, если дополнительных инструкций не прилагается, то в качестве упаковки необходимо использовать прозрачный пакетик типа «ЗИП-ЛОК» для каждого товара или отдельного элемента товара, если товар сборный. Упакованные товары необходимо разместить каждый в почтовый пакет. На почтовый пакет необходимо разместить предварительно напечатанный штрих-код товара, который передается вместе с заданием на упаковку или в архиве с 3D-моделями.
Упаковка ТИП 3 [Продукция]
Данный тип упаковки не подразумевает какого-то стандарта или отдельных требований к самой упаковке. Главным правилом является сохранность изготовленных изделий при доставке транспортной службой. Упаковка должна быть жесткая и прочная. Не должна иметь разрывов и возможности распаковки во время перевозки. При этом размещение элементов фирменного стиля поставщика не допускается.
Упаковка ТИП 4 [Индивидуальная]
Стоит учесть, что индивидуальная упаковка оплачивается отдельно. На индивидуальную упаковку составляется отдельное техническое задание. Задание передается во время оформления заказа Агентом и cодержит отдельную сумму, предлагаемую за упаковку.
Отгрузка
После получения задания на отправку заказа необходимо не позднее 3-х календарных дней отправить заказ клиенту. В случае, если срок отправки заказа не будет выполнен, вы рискуете быть отключенными от системы.
Все заказы должны быть отгружены в индивидуальной упаковке. Каждый заказ должен быть отгружен в соответствии с номер отправления конкретного заказа. Упаковка и отправка заказа одним отправлением не допускается. Внимательно следите за тем, чтобы заказы отгружались в соответсвии с номерами отправлений, указанных в заказе. Смешивать отправления с другими заказами не допускается.
Общие правила на упаковку
Во время упаковки поставщик должен убедиться в отсутствии в упаковке посторонних документов и посторонних предметов. При упаковке нельзя использовать наклейки, скотч, визитки, листовки и иных рекламных материалов, брендированных в стиле поставщика за исключением случаев брендирования по фирменному стилю Studia3D.
Доставка изготовленной или поставляемой продукции осуществляется с помощью транспортных служб. Для отгрузки заказа формируется документ, как правило это накладная по форме транспортной компании, с указанием данных груза и номером для отслеживания процесса доставки посылки. Для совершения отгрузки поставщику необходимо убедиться в наличии всех необходимых отгрузочных документов, прикрепляемых к посылке. Отгрузочные документы, как правило передаются вместе с посылкой. Ознакомиться с требованиями к документам можно на сайте транспортной компании. Список транспортных компаний представлен на странице.
Посылка не должна содержать закрывающие или финансовые документы по взаимодействию Studia3D и поставщика.
Выплаты комиссионных
Перевод денежных средств контрагенту совершается по факту принятых и выполненных заказов за прошедшую неделю на банковские реквизиты, указанные при регистрации кабинета продавца. Если Вы поменяли реквизиты, просим написать об этом на почту aggregator@studia3d.com или изменить их в кабинете продавца.
Вывести средства от продажи товаров
Вывести средства за изготовление изделий
Расчет стоимости 3D-печати производится в автоматическом режиме. В качестве слайдера для расчета стоимости FDM 3D-печати используется программное обеспечение Simplify3D 4.1.2. Для расчета стоимости других технологий используется параметрические данные 3D-модели.
В случае, если по каким-то причинам система в автоматическом режиме не смогла произвести расчет стоимости FDM 3D-печати, то оценка происходит в ручном режиме через программное обеспечение Simplify3D.
Подключаясь к системе Studia3D Aggregator, Исполнитель соглашается с клиентскими ценами на 3D-печать. В момент получения запроса на 3D-печать Исполнитель будете иметь возможность отказаться от заказа, например, при большой загрузке. Однако, если Исполнитель будет часто отказываться от заказов, то администратор системы Studia3D Aggregator рассмотрит возможность отключения Исполнителя от системы Studia3D Aggregator и/или ограничит возможность получения заказа.
Взаиморасчеты по поставке расходных материалов, реализованных через Систему Studia3D Aggregator, осуществляются следующим образом: Заказчик выплачивает Поставщику 80% (либо другой процент, исходя из партнёрских соглашений Сторон) от стоимости товара, указанной Поставщиком на сайте при публикации этого товара.
Исполнителю стандартно принадлежат 71% стоимости выполненного Исполнителем Заказа, рассчитанного автоматизированной системой на площадках Заказчика. Однако процент стоимости выполненного Исполнителем Заказа может варьироваться, исходя из партнёрских соглашений Сторон.
Перевод денежных средств Исполнителю совершается еженедельно по факту принятых и выполненных заказов за прошедшую (календарную) неделю на банковские реквизиты, указанные при регистрации бизнес-аккаунта, в том числе НДС. Если Исполнитель поменял реквизиты, необходимо в течение 2-х дней сообщить Заказчику о смене на почту aggregator@studia3d.com.
Срок действия договора
Договор вступает в силу с момента регистрации исполнителя на прощадке и действует бессрочно.
По всем вопросам, не урегулированным настоящим договором, применяются нормы действующего законодательства страны Агента.
Каждая из сторон вправе в любое время в одностороннем внесудебном порядке отказаться от настоящего Договора, предварительно уведомив об этом другую сторону не менее чем за 30 дней.
Спорные вопросы разрешаются путем переговоров, а при не достижении согласия — в Арбитражном суде по месту нахождения ответчика. До обращения в Арбитражный суд стороны обязаны соблюдать претензионный порядок разрешения споров. Сторона, чье право нарушено неисполнением или ненадлежащим исполнением своих обязанностей по договору другой стороной, вправе предъявить ей претензию. Ответ на претензию должен быть дан в течение 10 (десять) дней с момента ее получения



